






Schuhschleifen – Präzision für dünnwandige Werkstücke
Was tun wenn höchste Ansprüche an die Rundheit von dünnwandigen Ringen und Hülsen gestellt werden? Wenn z.B. eine Wälzkörperlaufbahn äußerst präzise sein muss, damit das Wälzlager eine erhöhte Lebensdauer bieten kann? Wie lässt sich die Außen- und Innenbearbeitung in einer Aufspannung effizient realisieren, damit solche Ringe auch kostengünstig gefertigt werden können? STUDER hat die Antwort und kennt das nötige Fertigungsverfahren: Rundschleifen mit einer Schuhschleifvorrichtung, kurz: Schuhschleifen!
Das Schuhschleif-Prinzip
Das dünnwandige ringförmige Werkstück, der Wälzlagerring, muss so gespannt werden, dass es nicht deformiert werden kann und so gespannt sein, dass die absolute Konzentrizität von Außendurchmesser zu Innendurchmesser vom Spannsystem her bereits gegeben wird.
Beide dieser Anforderungen werden von einem Backenspannfutter (3-, 6-Backenspannfutter) nicht erfüllt. Zudem soll möglichst die gesamte Außenkontur wie auch die Innenkontur in einer Aufspannung bearbeitet werden. Eine Magnetfutterspannung bedingt meist, dass jedes einzelne Werkstück mittels Messuhr manuell rundgerichtet werden muss, was sowohl viel Zeit in Anspruch nimmt wie auch ein automatisches Beladen verunmöglicht. Gerade letzterer Punkt erweist sich bei der nötigen Massenproduktion der Wälzlagerindustrie als großes Hindernis.
Die beste Spannung eines dünnwandigen Ringes erfolgt mit einer Methode, welche die Abstützung des Werkstückes von der Drehmitnahme (Antrieb des Werkstückes) komplett trennt:
- Schuhschleifvorrichtung zur Abstützung des Werkstückes;
- Elektromagnetfutter zur Drehmomenteinleitung, Antrieb und Fixierung des Werkstückes.



2. Horizontaler Stützschuh
3. Vertikaler Stützschuh
4. Elektromagnetfutter
5. Magnetpol-Erhöher
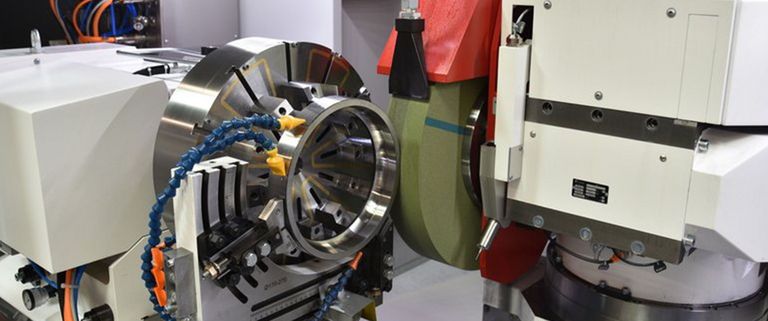
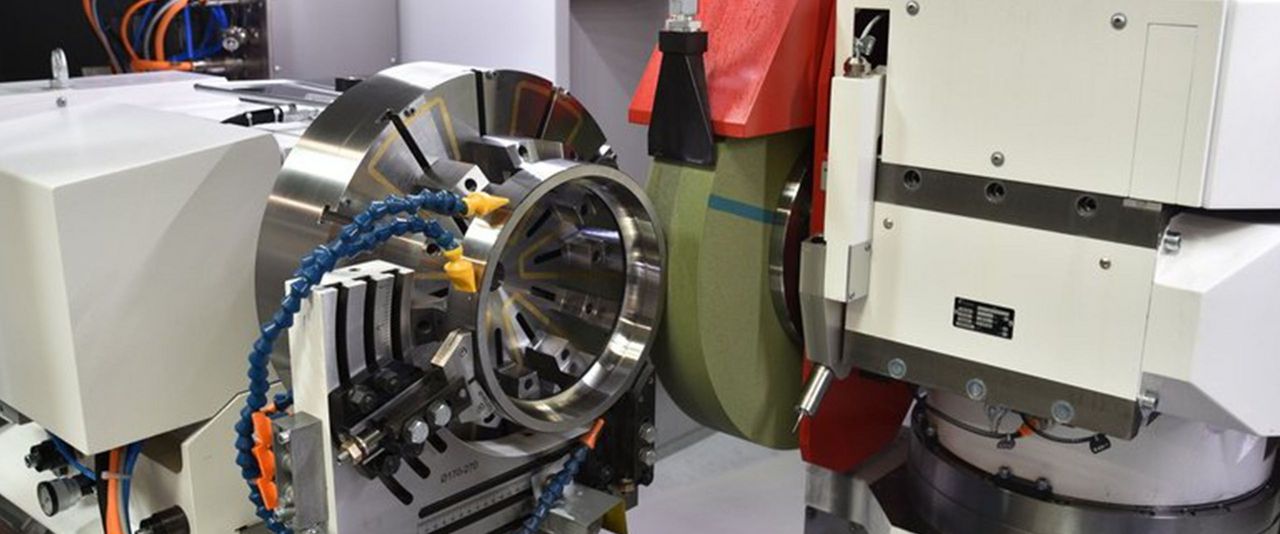
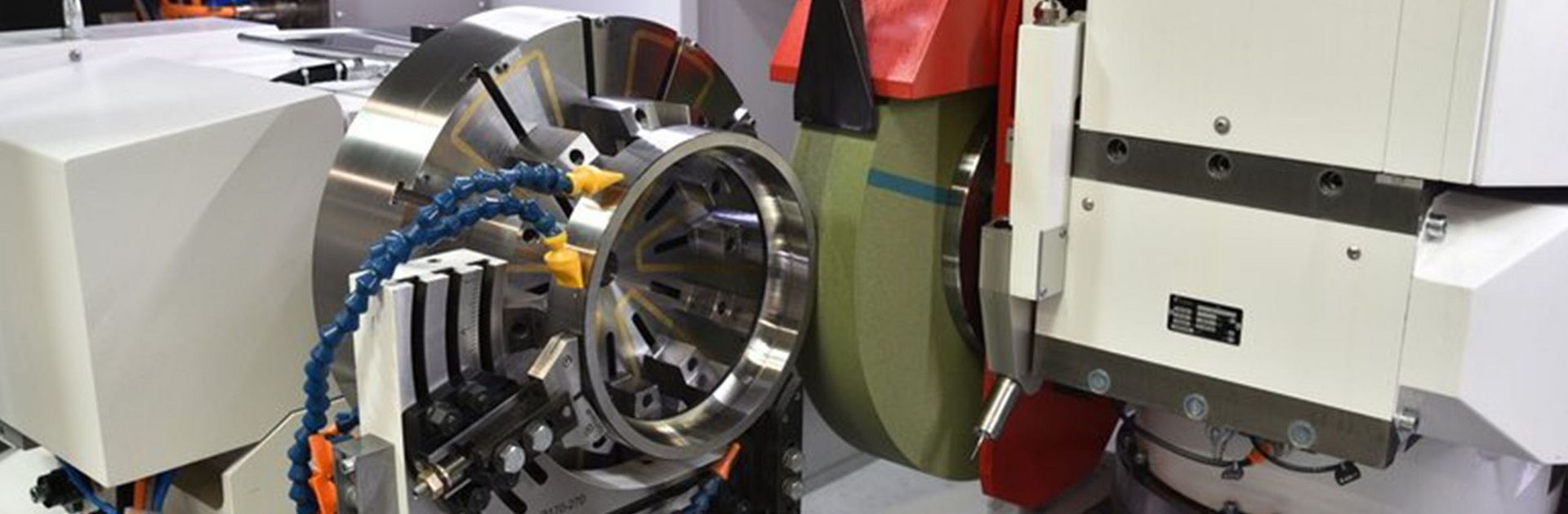
Aufbau der Schuhschleifvorrichtungen
Das Bild oben zeigt eine Universal-Schuhschleifvorrichtung. Das Werkstück wurde bewusst weggelassen, damit der Aufbau sichtbarer wird.
STUDER Universalschuhschleifvorrichtungen sind in mehreren sinnvoll abgestuften Größen erhältlich und decken den Durchmesserbereich von 10 bis 460 mm ab.
Parallel zu diesen abgebildeten Universal-Schuhschleifvorrichtungen gibt es auch Ausführungen für die Massenproduktion von Teilefamilien, welche ein schnelles Umrüsten auf ein neues Werkstück mittels Schnellwechselplatten erlauben.
Legende
1. Schuhschleifvorrichtung auf Werkstücktisch geklemmt, in Z-Richtung verschiebbar.
2. Horizontaler Stützschuh in Pendelschuh-Ausführung, mit Universal-Gleiteinsätzen mit Feinverstellung.
3. Vertikaler Stützschuh in Festschuh-Ausführung, mit Universal-Gleiteinsätzen, mit Feinverstellung.
4. Elektromagnetfutter zum Einleiten der Werkstück-Drehbewegung und zur Fixierung des Werkstückes, hier mit Radialpolteilung.
5. Magnetpol-Erhöher. Diese werden regelmäßig im montierten Zustand überschliffen, damit die Ebenheit und Rechtwinkligkeit der Magnetanlagefläche gewährleistet ist. Sie sind radial verschiebbar und in der T-Nute geklemmt.
Aufbau des Elektromagnetfutters

Das Elektromagnetfutter treibt das Werkstück in Drehrichtung an, und erzeugt somit die Werkstückdrehzahl. Zudem hält das Futter das Werkstück in seiner Soll-Lage, indem es an der Planfläche des Werkstückes anliegt. Genau hier findet eine kleine Relativbewegung zwischen Futter (Polerhöher, Polring) und Werkstückendfläche statt, da die Stützschuhe das Werkstück außermittig positionieren: Je nach Werkstückgrößen werden Ringpol- oder Radialpolteilungen gewählt, wobei die Ringpolteilung eher für kleinere Werkstücke genutzt wird (bis ca. 80 mm).
Ringpol-Elektromagnete können diverse Befestigungslochbilder aufweisen, welche zum allfällig vorhanden Sortiment eines Kunden passen. Die Mitnahme- bzw. Haltekraft des Elektromagnetfutters kann in vielen verschiedenen Stufen programmiert werden. Somit kann die Haftkraft für besonders heikle Operationen per CNC-Programm kurz abgesenkt werden, um danach im gleichen Programm wieder stärker spannen zu können. Die Magnetkraft kann bis zu 16 Stufen am Magnetansteuergerät individuell programmiert werden. Falls mehrere unterschiedliche Elektromagnetfutter im Einsatz sein müssen, so erfolgt die elektrische Verbindung mit Steckkontakten direkt hinter dem Futter.
Mögliche Schleifkopfkonfigurationen
Oberste Maxime ist, einen Wälzlagerring außen und innen fertig zu schleifen: perfekte Konzentrizität außen/innen, gleiche Herstelltemperatur, somit maßhaltiger; Reduzierung der Menge „Working Capital“ etc. Somit soll der Schleifkopf mit denjenigen Schleifwerkzeugen bestückt werden, die für den kompletten Prozess nötig sind: Außenschleifscheibe(n), Innenschleifscheibe(n), Messtaster. Selbstverständlich auf einer stufenlosen, hochgenauen B-Achse mit einer Schwenkwinkel-Repetitionsgenauigkeit von 1“ (z.B. bei der S41).
Erzielbare Genauigkeiten
Die Tabelle gibt Aufschluss, was mit einer Schuhschleifvorrichtung auf einer STUDER Rundschleifmaschine erreichbar ist. Diese Werte wurden bei diversen Kundenprojekten und internen Versuchen bestätigt, jedoch müssen die Rohteile auf der Anlageseite (Stirnfläche links) eine perfekte Ebenheit aufweisen.



Sie wollen mehr?
Sie möchten mehr über Schuhschleifverfahren wissen? Die Experten von UNITED GRINDING beraten Sie gerne!