









Typische Schleiffehler – und wie sie behoben werden können.
Selbst dem erfahrenen Anwender passiert es ab und zu: die Oberfläche der auf der Rundschleifmaschine gefertigten Teile ist nicht gleichmässig und zeigt keinen Seidenglanz. Wir zeigen typische Fehler, die beim Aussenrundschleifen entstehen können, auf und erklären wie sie behoben werden können.
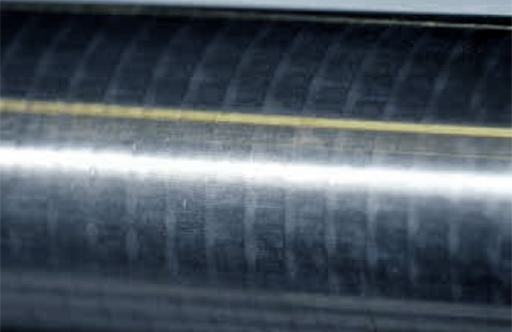
Gewinde auf der Werkstückoberfläche, die Steigung entspricht dem Tischvorschub
Die Mantellinie der Schleifscheibe ist nicht parallel zur Längsschlittenbewegung. Das Abrichtwerkzeug erwärmt sich oder verschleisst während des Abrichtens. Überprüfung des Verschleisses des Abrichters und Sicherstellung der Kühlung des Abrichters.

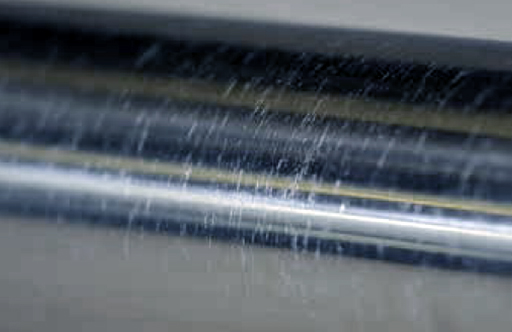
Schrägmarken, Schraubenlinien oder ein regelmässiges Muster auf der Werkstückoberfläche, oft nur unter einem bestimmten Lichteinfall sichtbar.
Eine durch einen fehlerhaften Abrichtvorgang erzeugte schraubenförmig unrunde Scheibe, die den Fehler auf das Werkstück überträgt. Die Schleifscheibe in nur einer Richtung abrichten, eventuell den Abrichtvorschub reduzieren.
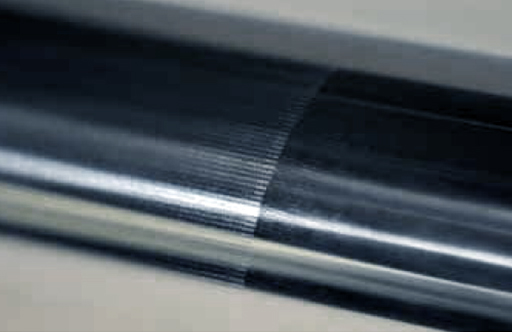
Schleifkommas, die an und für sich saubere Werkstückoberfläche zeigt unregelmäßig verteilt kurze, kommaförmige Kratzer.
Frei im Kühlschmierstoff schwebende Partikel werden durch die Kontaktzone gepresst und zerkratzen die Oberfläche. Filterung des Kühlmittels überprüfen und sicherstellen, Schutzhaube der Schleifscheibe regelmässig reinigen.
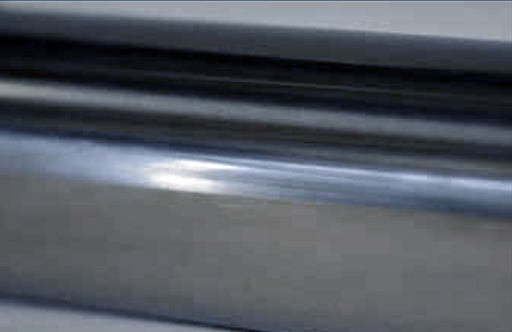
Rattermarken, über den ganzen Umfang oder Teile des Umfangs verteilte Markierungen parallel zur Werkstückachse.
Schleifscheibenunwucht überprüfen und korrigieren, nach Stillstand Scheibe ohne Kühlmittel ausschleudern. Bei nicht eigensteifen Werkstücken einen Setzstock zur Abstützung verwenden. Geschwindigkeitsverhältnis qs überprüfen, dieses sollte nicht < 60 sein.

Facetten, über den ganzen Umfang oder Teile des Umfangs verteilte Markierungen parallel zur Werkstückachse.
Durch eine Störquelle (Kühlschmierstoffpumpen, Lüfter, Stanzmaschinen, Hubstapler) innerhalb oder ausserhalb der Maschine verursachte Schwingungen. Die Störquelle ermitteln und beseitigen oder schwingungsmässig isolieren (z.B. Auswuchten einer Pumpe oder eines Lüfters).
Stumpfe Scheibe, spiegeliger Glanz und / oder verbleibende Unebenheiten von der Vorbearbeitung.
Die Scheibe wurde zu fein abgerichtet, hat sich zugesetzt oder ist zu feinkörnig. Scheibe mit erhöhtem Vorschub abrichten. Mehrere Male abrichten, um verschmutzte Poren der Schleifscheibe zu eliminieren. Abrichtwerkzeug überprüfen und wenn nötig ersetzen, gröbere Schleifscheibe verwenden.

Brandflecken, erkennbar durch spiralförmige oder örtlich gelbe oder braune Verfärbung der Oberfläche.
Überhitzung der Oberfläche während des Schleifprozesses, in Folge ist Rissbildung bei dynamischer Beanspruchung möglich. Abrichtvorschub und Geschwindigkeitsverhältnis qs überprüfen und korrigieren. Kühlschmierstoffzufuhr verbessern, eventuell Kühlschmierstoff mit höherem Mineralölanteil verwenden. Weichere oder porösere Schleifscheibe zum Einsatz bringen.
Sie wollen mehr?
Diese wenigen Beispiele zeigen, wie in den meisten Fällen durch visuelle Analyse der geschliffenen Werkstückoberfläche ein fehlerhaftes Schleifergebnis in kurzer Zeit behoben werden kann.
Sie möchten es genauer wissen? Die Experten von UNITED GRINDING stehen Ihnen gerne zur Seite!