









Werkstückwechsel mit programmiertem Erfassen
Wer viele unterschiedliche Bauteile zu schleifen hat und entsprechend häufig umrüsten muss, der weiss, wie wichtig es ist, dabei möglichst wenig Zeit zu verlieren. Der Aktiv-Positioniertaster von STUDER erfüllt dabei viele unterschiedliche Aufgaben:
- Grundeinrichten bzw. Bezug von Taster und Schleifscheibe zu Drehpunkt B-Achse ermitteln
- Werkstückwechsel manuell im Einrichtmodus
- Längspositionieren
- Gewinde positionieren
- Umfangspositionieren
- Ø und Längen prüfen
- Automatisches Erfassen mit Referenzmass Z
Auf den letzten Punkt, das automatische Erfassen eines neuen Werkstücks beim Rundschleifen auf einer STUDER-Maschine, möchten wir im Folgenden etwas detaillierter eingehen.
Automatisches Erfassen mit Referenzmass Z
Das Referenzmass Z wird im Einrichten einmalig gesetzt. Es wird ein Bezug vom Tischmassstab zum Taster gesetzt. Einfach gesagt, teilen wir der Maschine mit, bei welcher Länge der Taster einschwenken soll, um von dort aus das Werkstück zu suchen. Ist dieser Bezug einmal hergestellt, können später im Programm der neue Längenwert und die Ø-Position vom neuen Werkstück definiert werden. Somit schwenkt der Taster an der richtigen Position ein und sucht den Nullpunkt vom neuen Werkstück, ohne dabei im Einrichtmodus ein neues Erfassen durchzuführen. Bedingung dabei ist, dass die Maschine mit der Option Quick-Set ausgestattet ist.
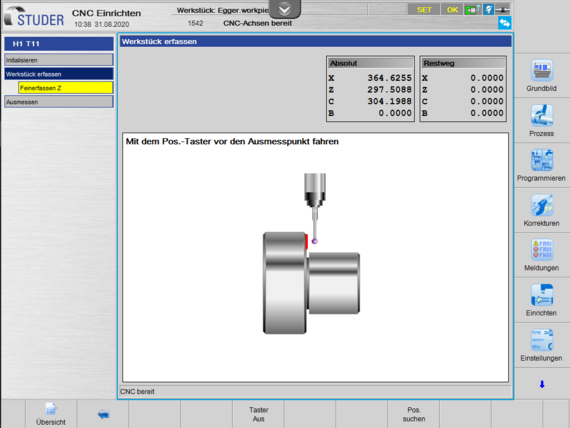
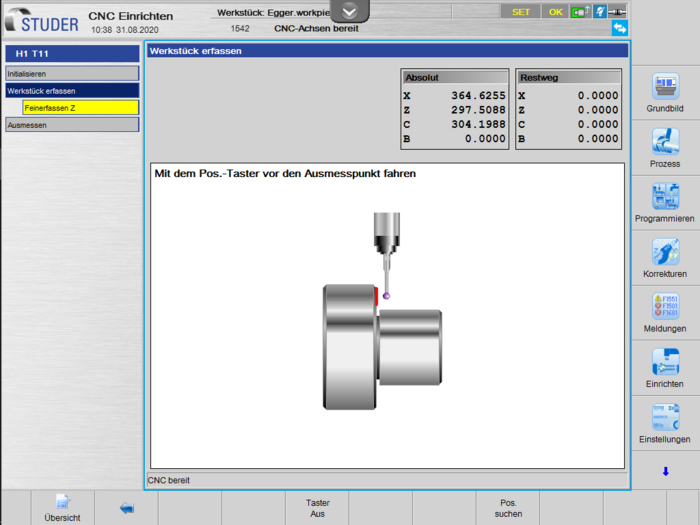
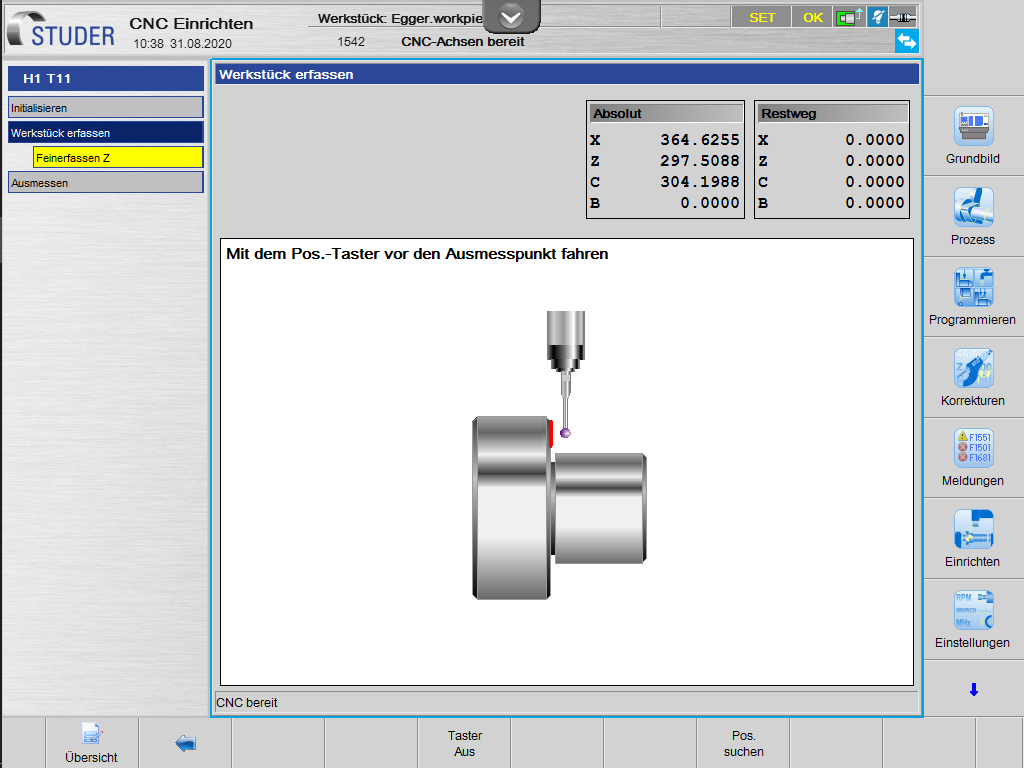
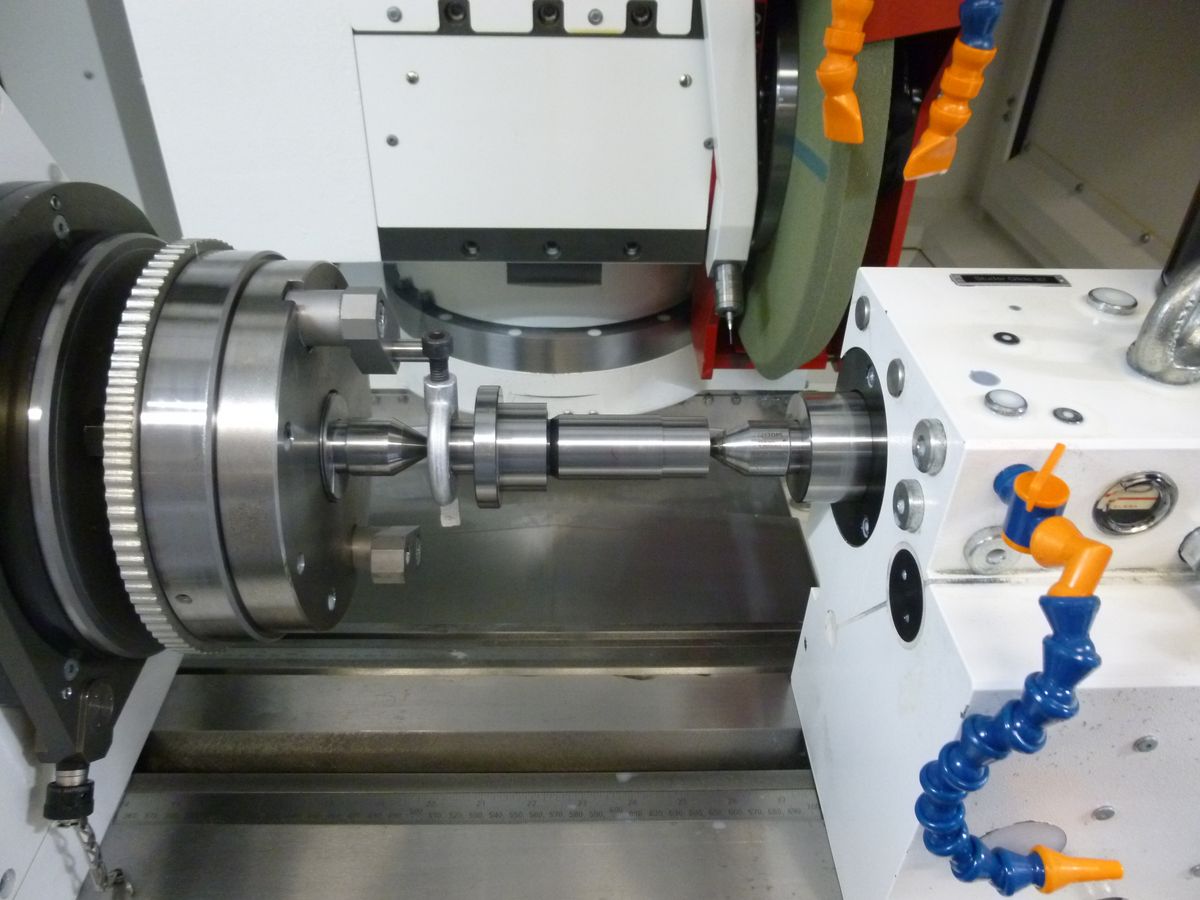
Der Einrichtvorgang wird ganz normal durchgeführt.
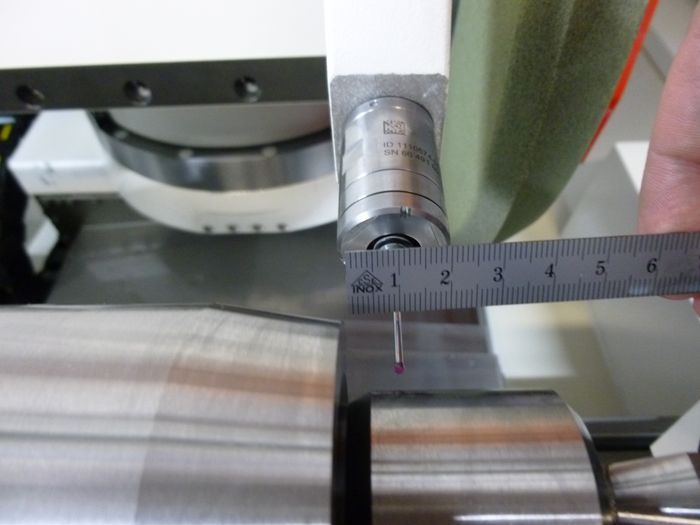
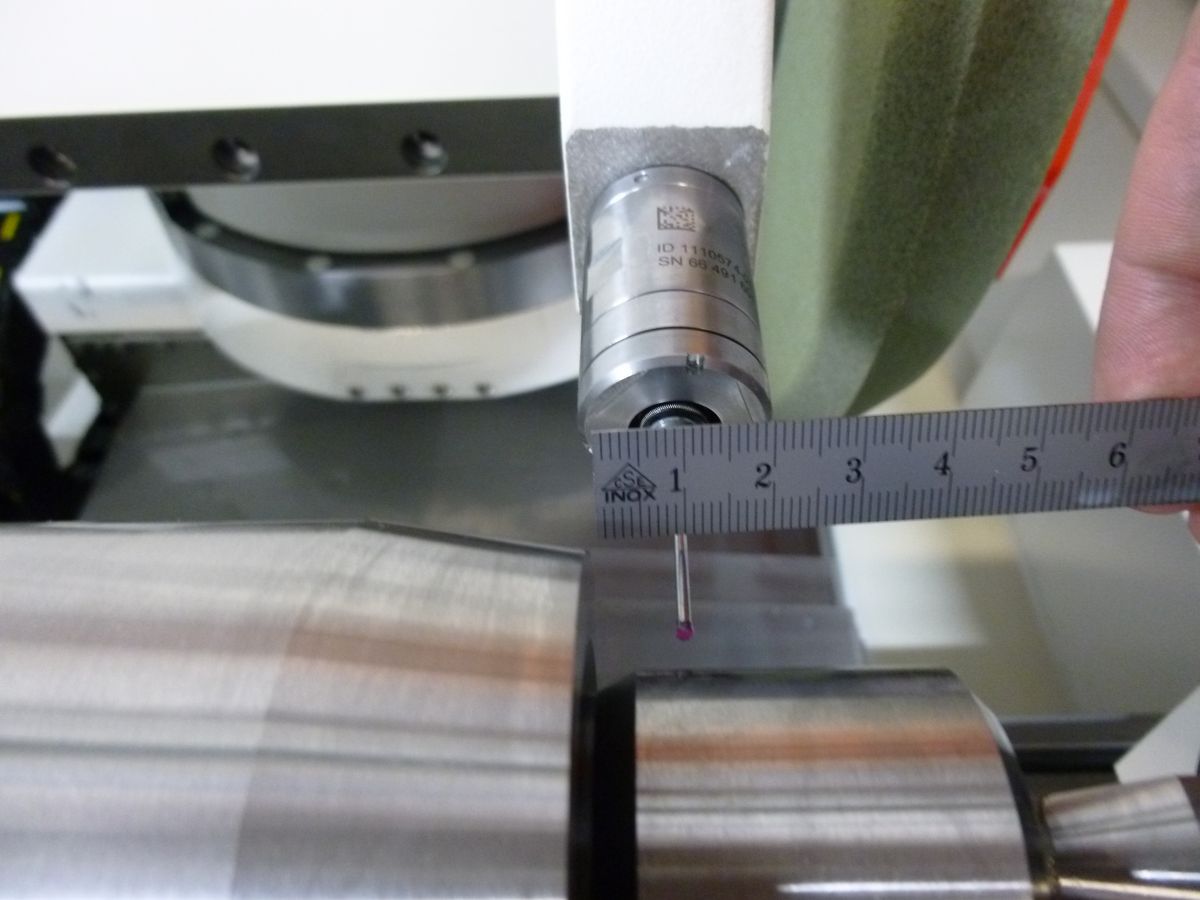
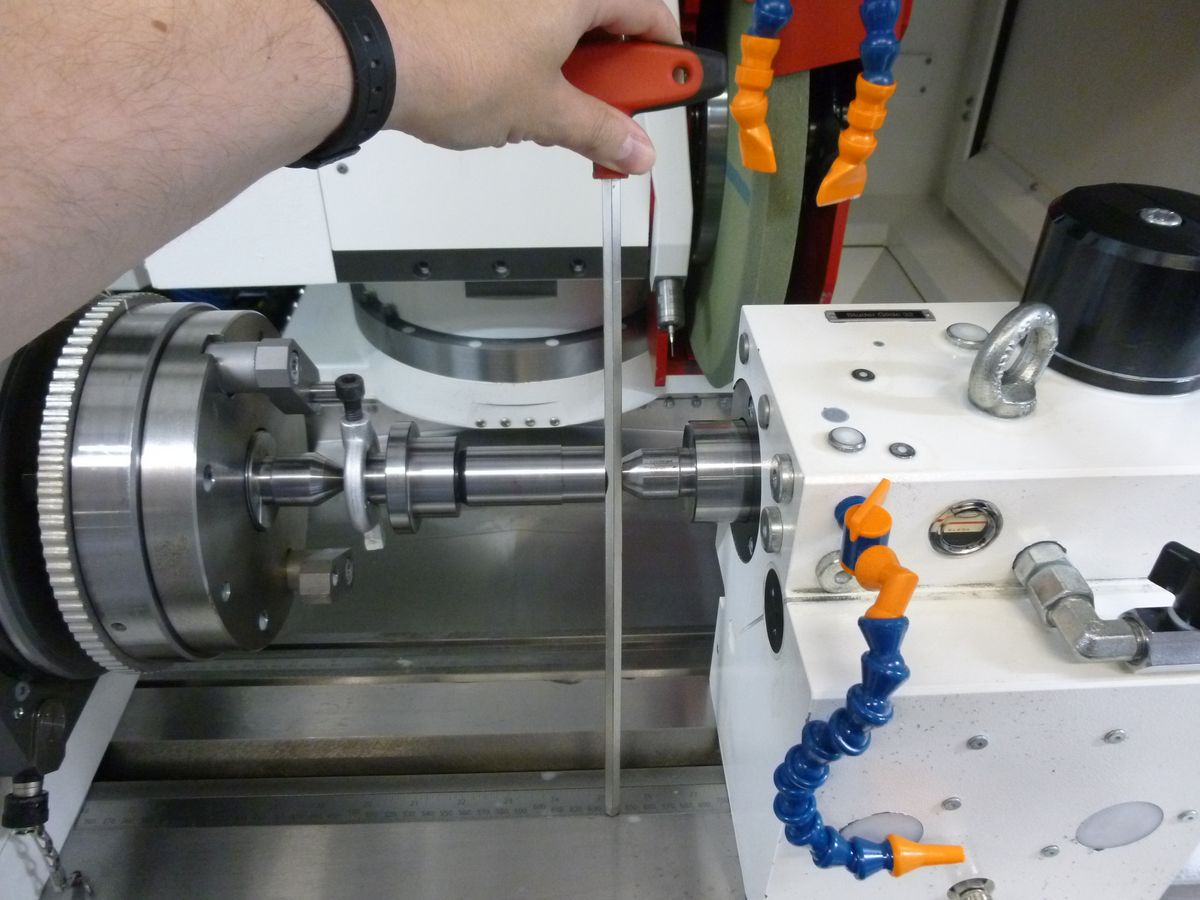
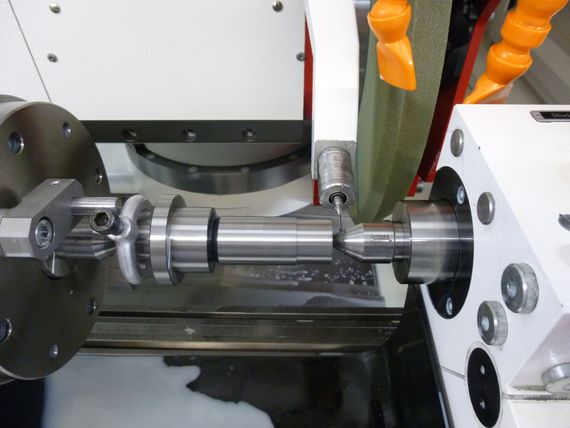
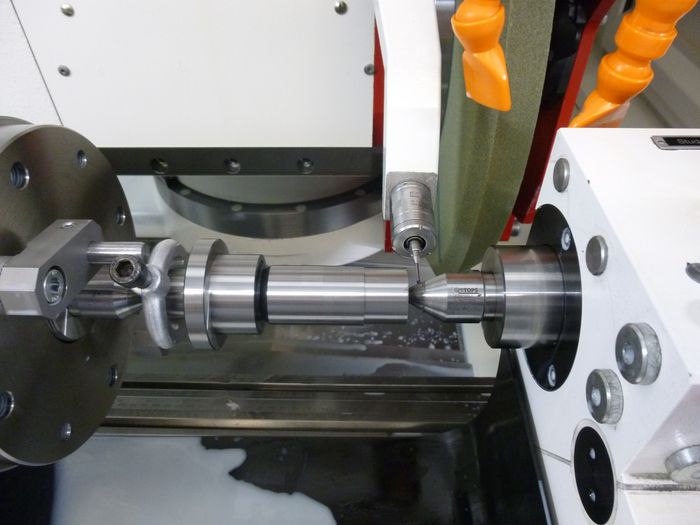
Mit dem Taster manuell ca. 10 mm vor die anzutastende Schulter fahren. Darauf achten, dass die Kugel die Schulter berührt und nicht den Schaft des Tasters (Freistiche, Höhe der Schulter).

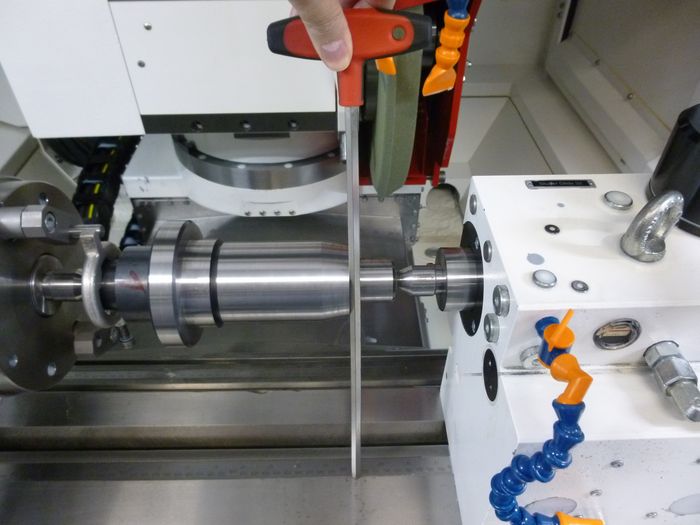
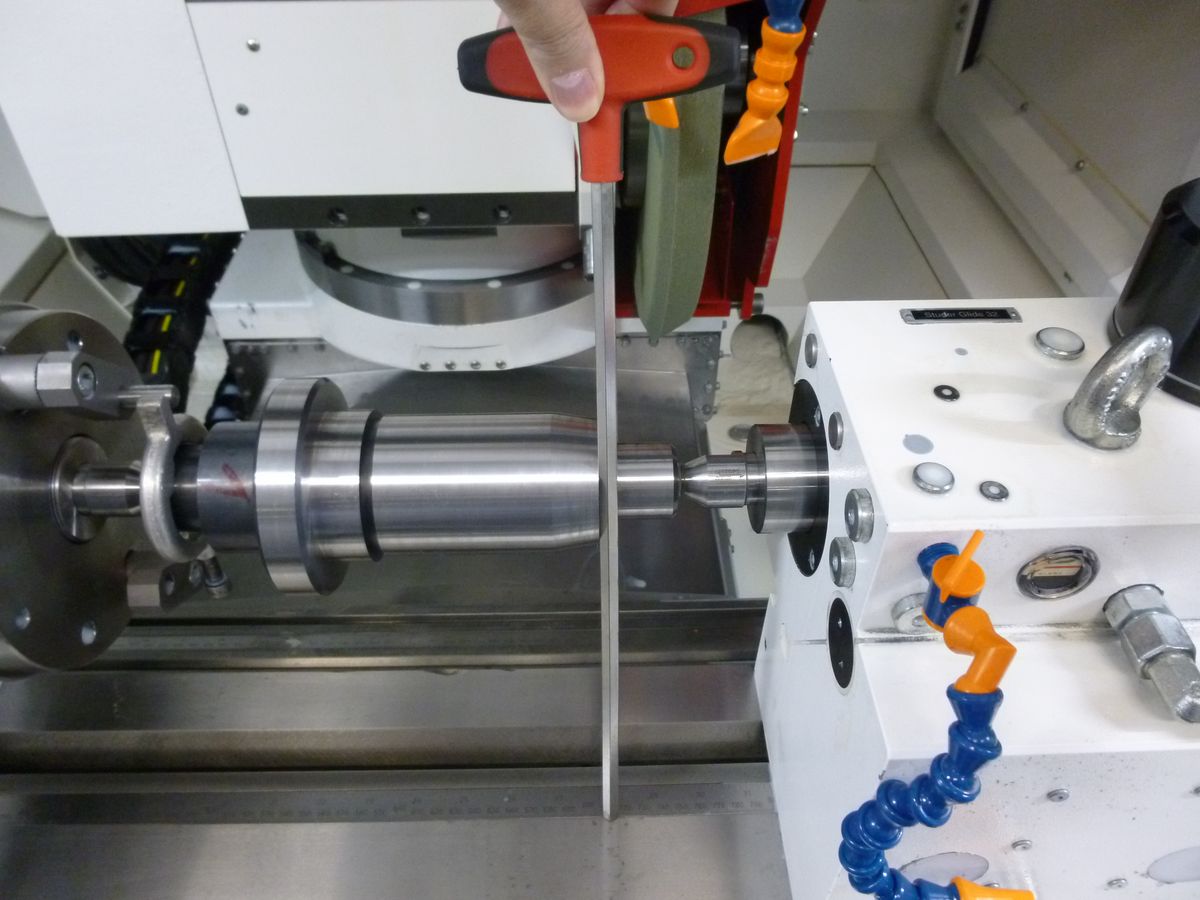
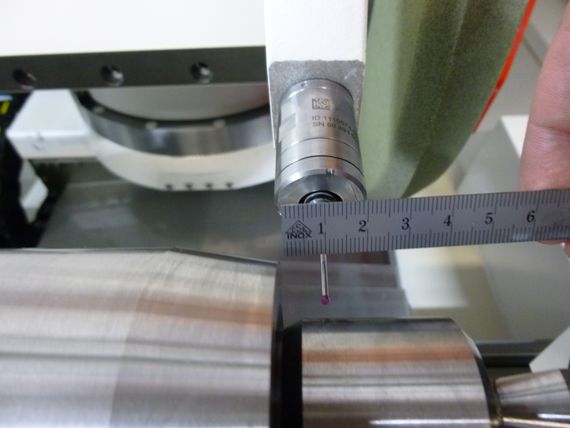
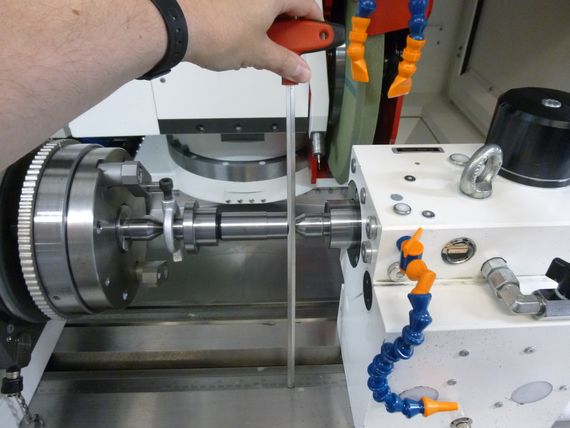
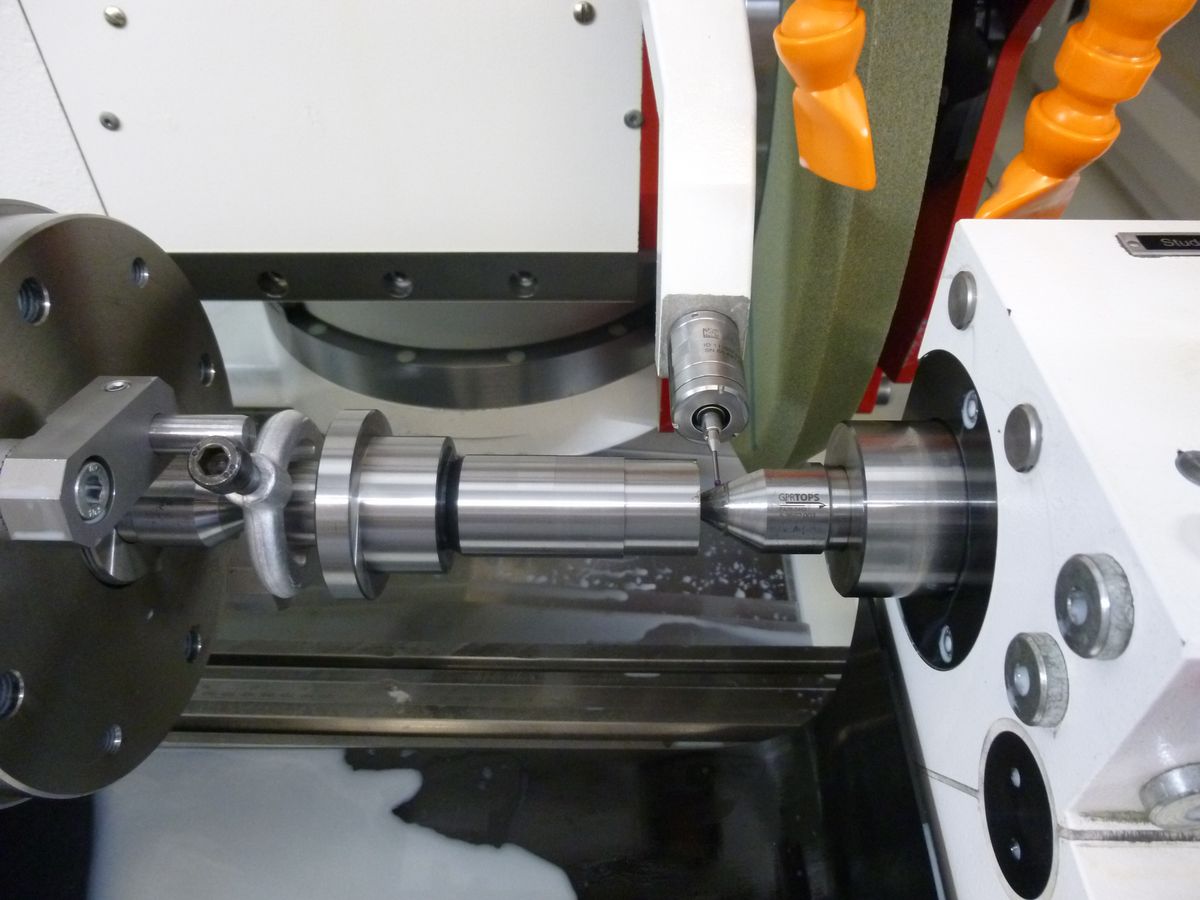
Jetzt suchen wir die Senkrechte von der Tasterposition hinab zum Tischmassstab. In unserem Beispiel wird dies mit einem langen Werkzeug realisiert. Es kann aber auch ein grosser Winkel oder ein Senklot verwendet werden.
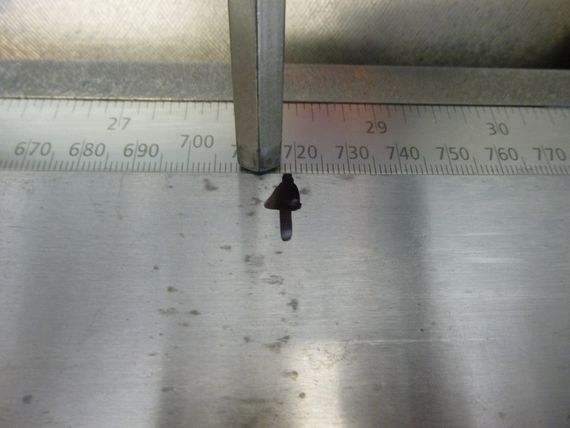
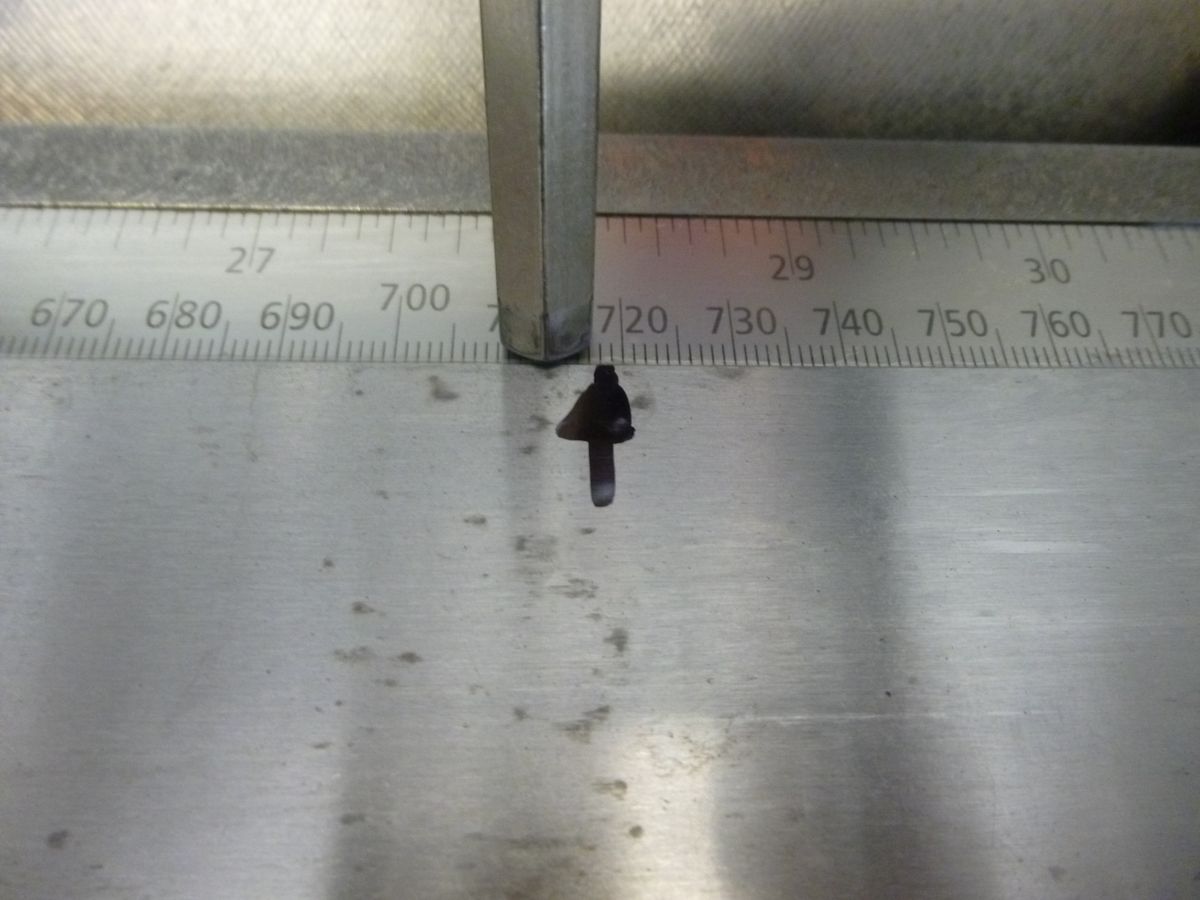
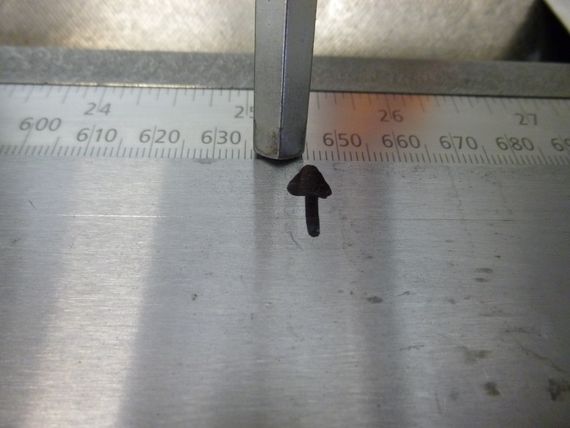
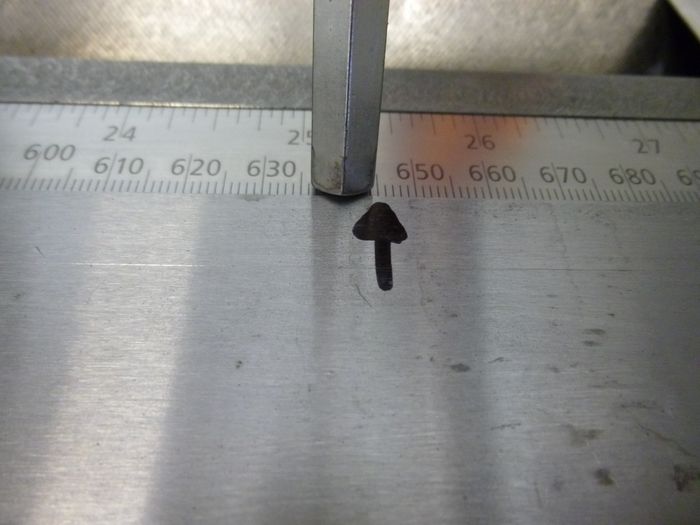
In unserem Beispiel lesen wir 718 mm ab.
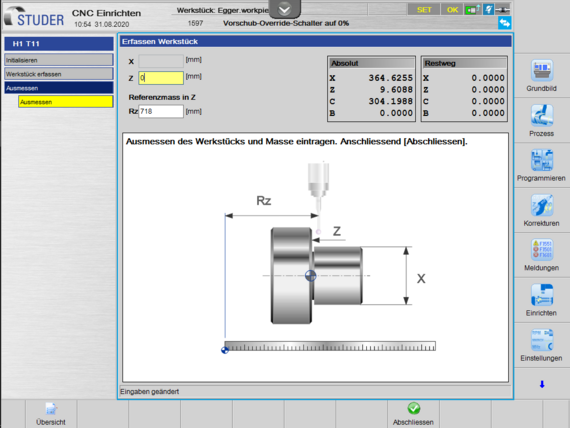
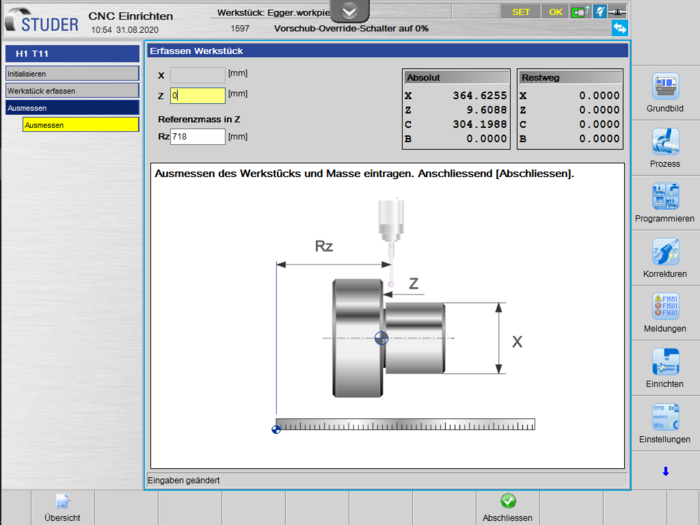
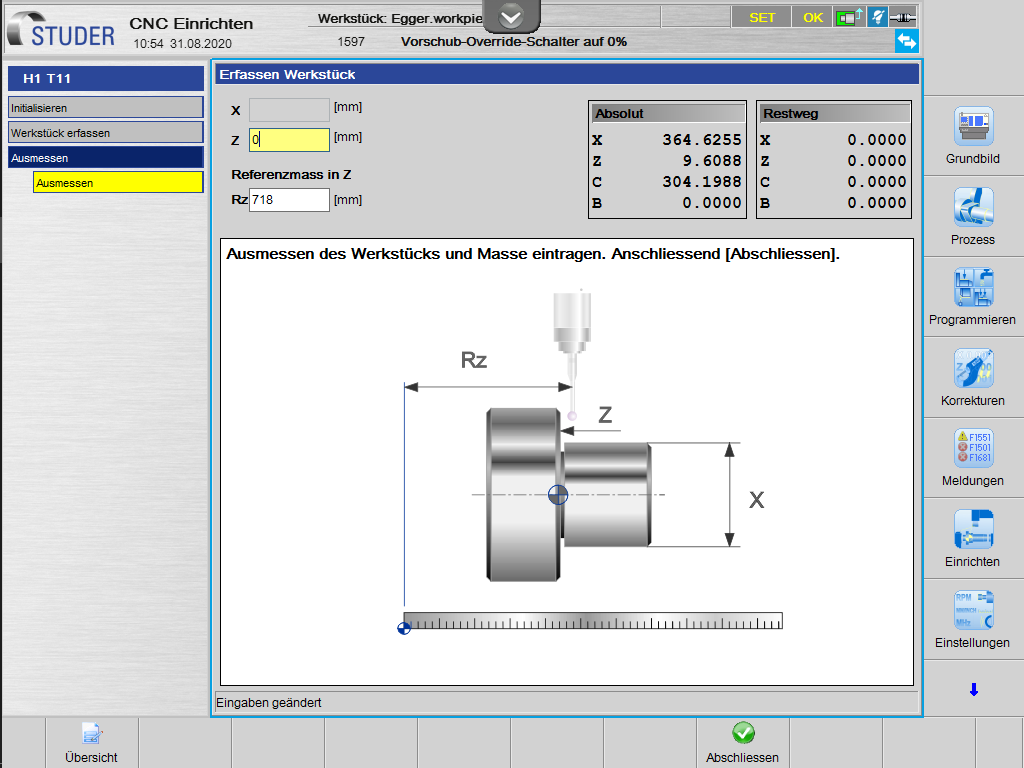
Diese 718 mm werden nun im Feld Rz eingetragen.Zudem muss im Feld Z 0 (null) eingetragen werden. Das erstmalige Erfassen muss also genau beim Werkstück-Nullpunkt durchgeführt werden.
Der Werkstück-Nullpunkt und das Referenzmass Z sind nun gesetzt.
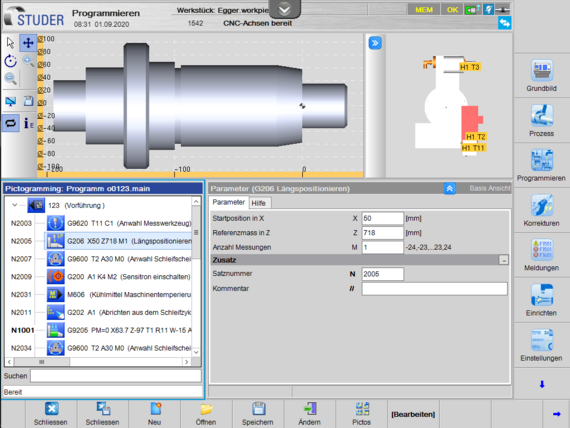
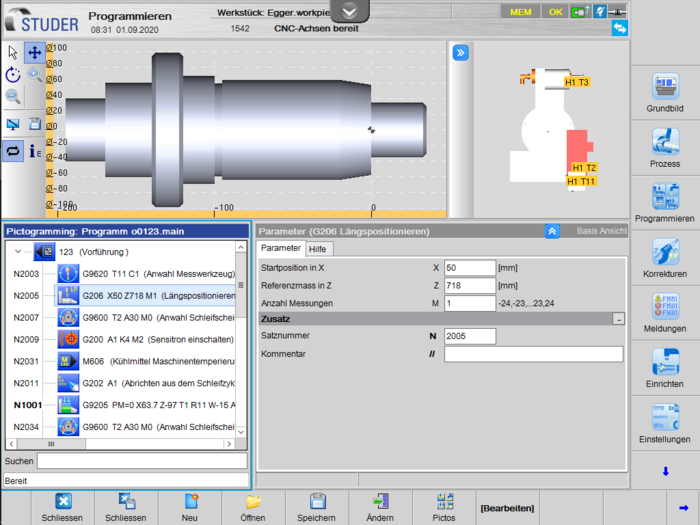
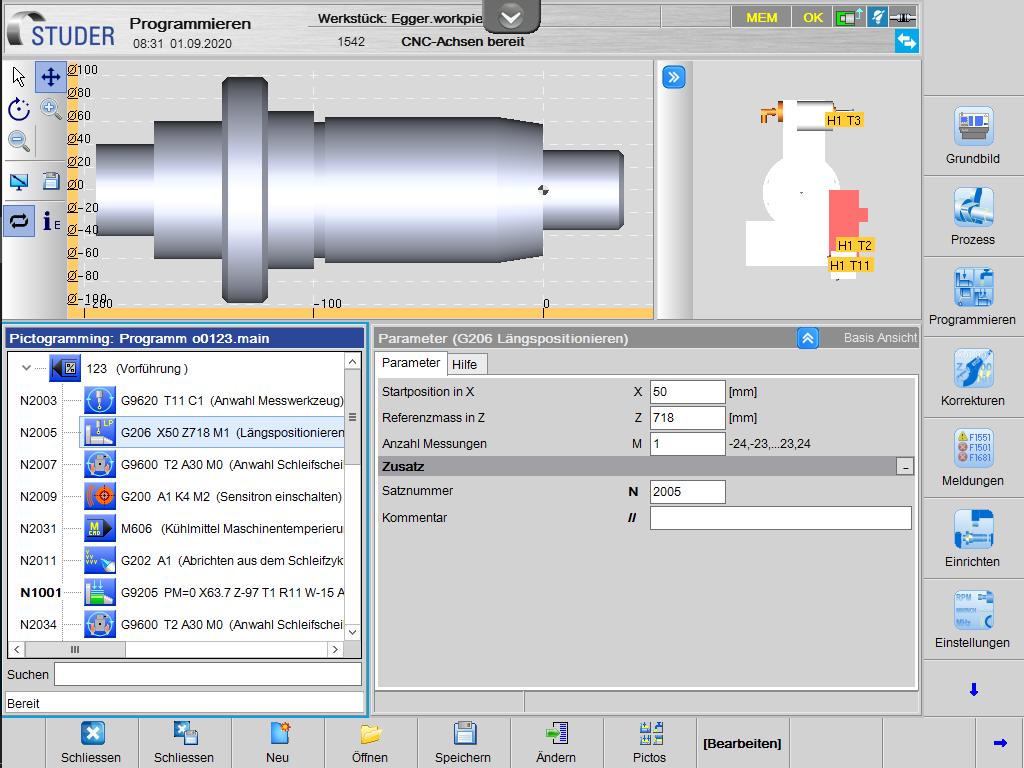
Im Werkstückprogramm werden nun im Längspositionierzyklus die Werte X & Z entsprechend programmiert. In unserem Fall ist die Startposition des Tasters in X 50 und in Z die erfassten 718 mm.


Im weiteren Verlauf kann nun auf ein beliebiges anderes Werkstück gewechselt werden. Sie werden nun sehen, dass es extrem wenig Aufwand benötigt, um den neuen Werkstück-Nullpunkt wieder zu erfassen. Falls es zum Schleifen dieses Werkstücks andere Werkzeuge benötigen würde, müssten diese natürlich im Anschluss zusätzlich erfasst werden.

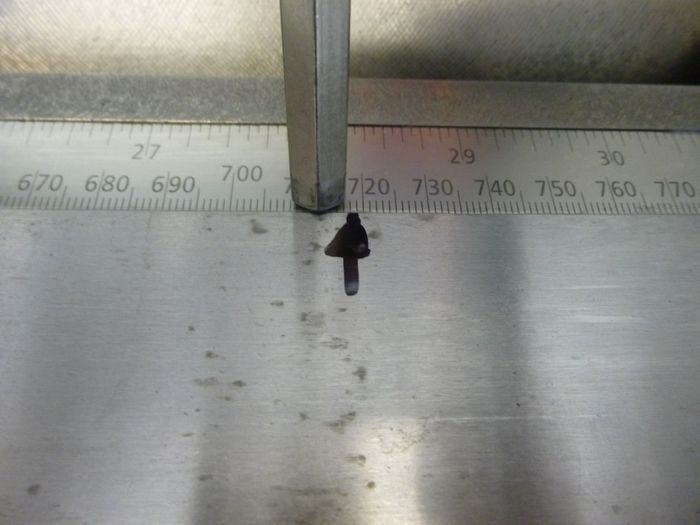
Position zum Einschwenken des Tasters wieder ermitteln.
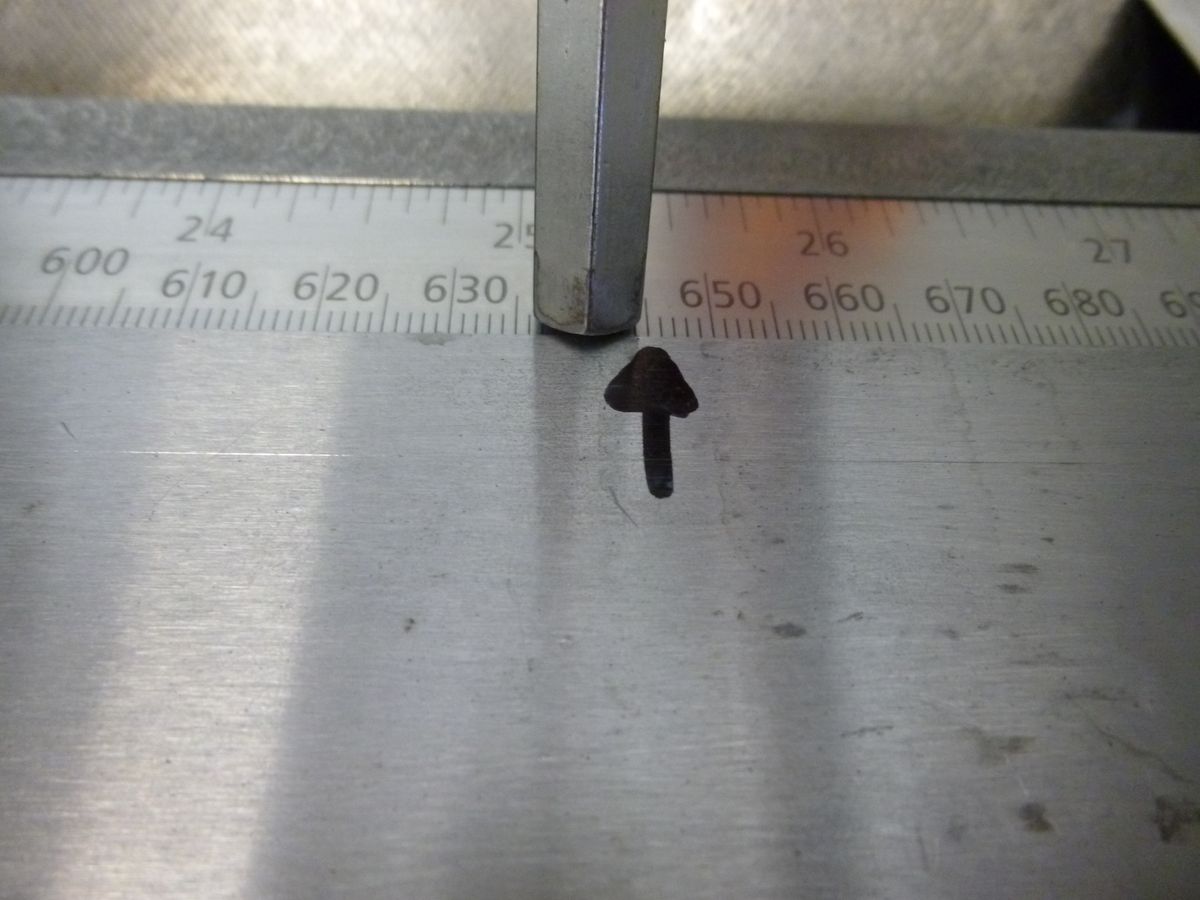
In unserem neuen Fall zeigt der Tischmassstab 645 mm an.
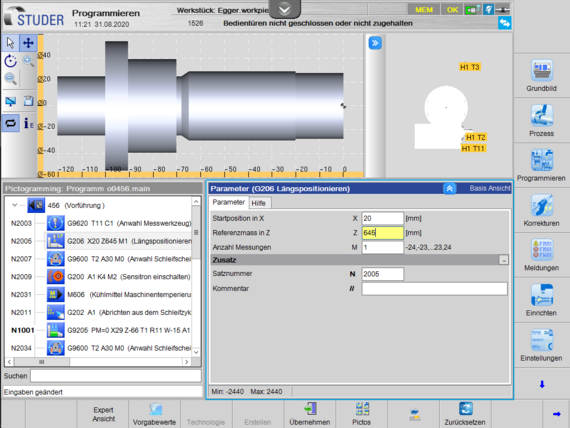
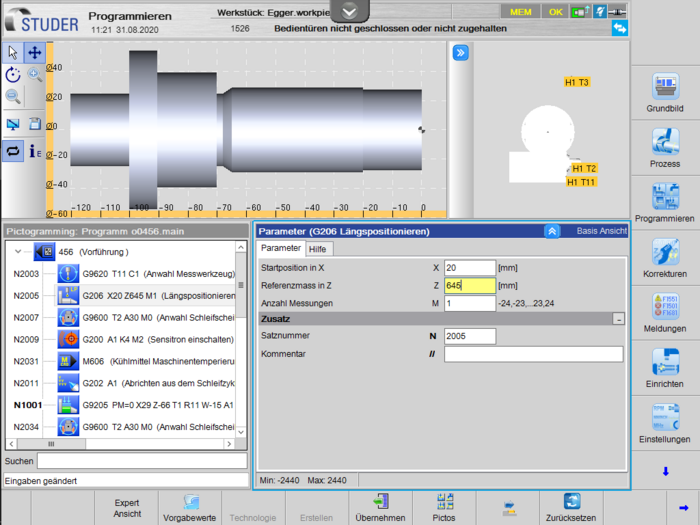
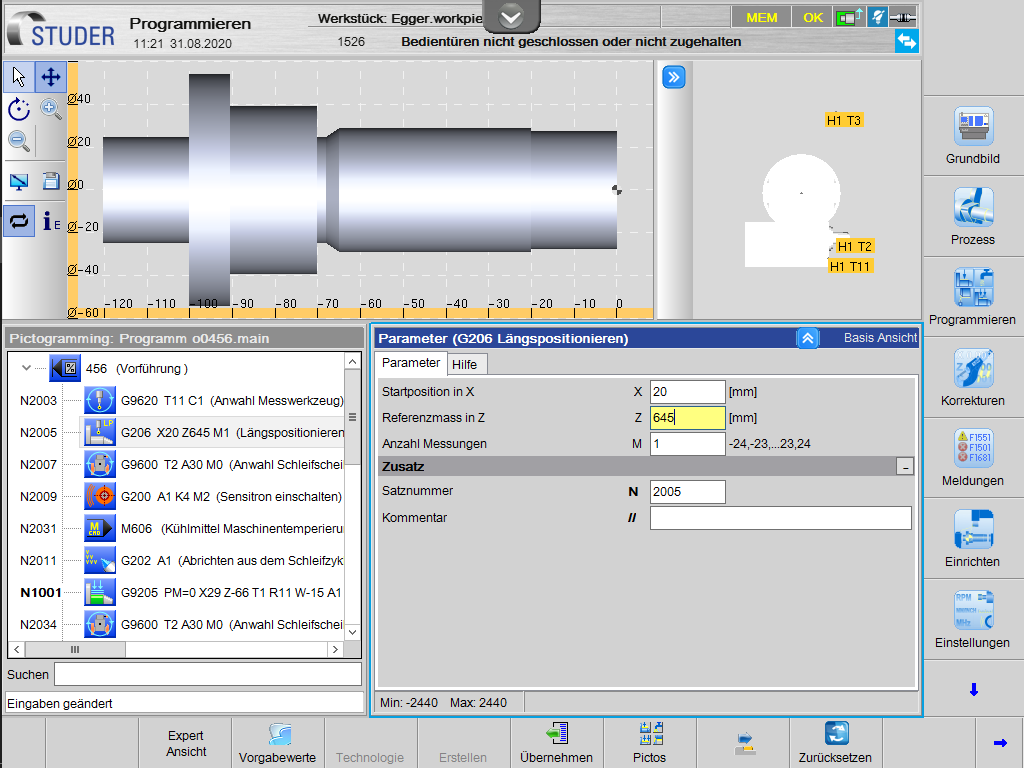
Dieser Wert wird wiederum im Längspositionierzyklus vom neuen Werkstückprogramm eingetragen. X 20 und Z 645 mm.
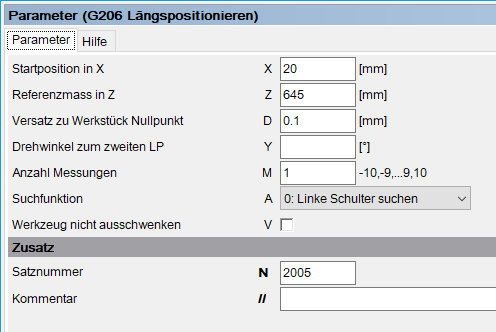
Falls wegen Schleifzugabe oder anderen Gründen am Werkstück nicht genau auf Z 0 angetastet wird, kann unter Expertansicht im Parameter D noch ein entsprechender Versatz programmiert werden.
Wird das neue Programm nun gestartet, fährt die Maschine mit dem Taster an die entsprechende Position und setzt da den neuen Nullpunkt.