

Alimentazione lubrorefrigerante e configurazione ugelli
Durante il processo di rettifica si deve sempre prevedere un elevato sviluppo di calore. Il lubrorefrigerante svolge un ruolo decisivo nel raffreddamento del pezzo per proteggerlo da danni termici ed è quindi un elemento importante nel processo di rettifica. Leggete in questo Motion Blog la spiegazione sul perché gli ugelli stampati in 3D aumentano l'efficienza della lubrorefrigerazione e quali vantaggi offre la lubrificazione sincrona.
Configurazione degli ugelli di erogazione del lubrorefrigerante
Gli ugelli di erogazione svolgono un ruolo fondamentale nel convogliare il lubrorefrigerante nella zona di rettifica, assicurandone la pulizia, la lubrificazione e il raffreddamento. Nella costruzione degli stampi, ad esempio, è di particolare importanza che la posizione degli ugelli possa essere adattata in modo flessibile. Ciò dipende dal fatto che spesso vengono lavorati pezzi diversi in piccole serie. Gli ugelli costituiti da elementi modulari in plastica godono quindi di grande popolarità. Possono essere posizionati manualmente e adattati rapidamente alle nuove geometrie del pezzo. Tuttavia, le materie plastiche presenti in corrispondenza degli ugelli tendono a danneggiarsi, il che può causare turbolenze e quindi una ridotta capacità di lubrorefrigerazione. Le alternative che utilizzano giunti metallici in acciaio inossidabile migliorano la situazione, ma anche in questo caso l’elasticità del sistema di ugelli flessibili riduce l'efficienza complessiva. Ogni elemento di un sistema snodato genera turbolenze che influiscono sull'efficienza complessiva del sistema di alimentazione del lubrorefrigerante. Esiste inoltre il rischio che la posizione di adduzione precedentemente corretta venga spostata involontariamente.
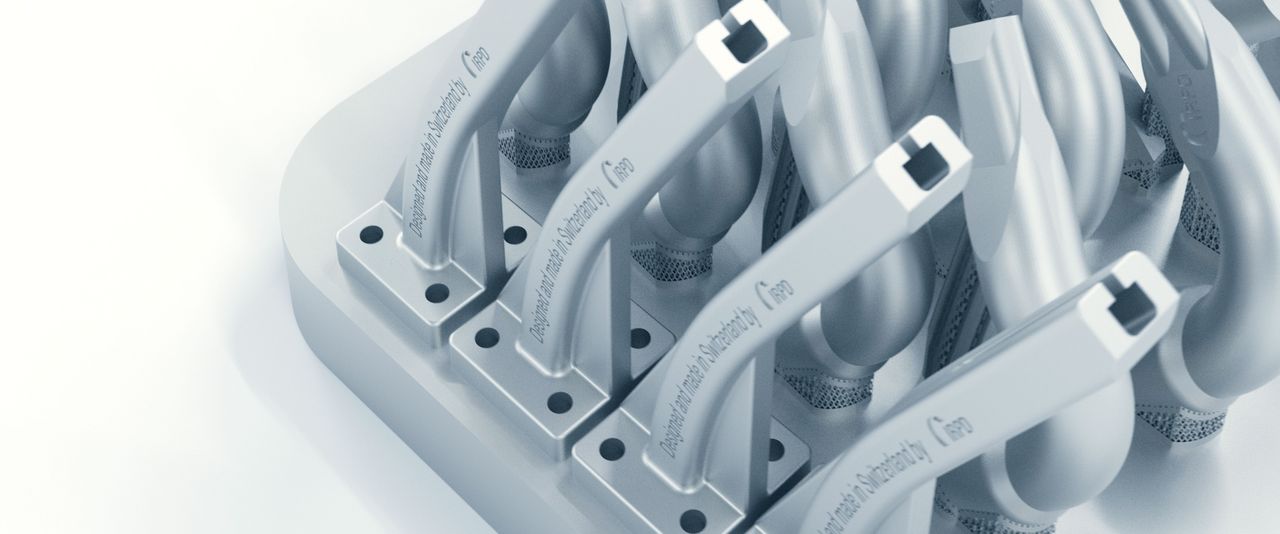
A causa di questi svantaggi, gli esperti spesso utilizzano ugelli in acciaio massiccio per la rettifica ad alte prestazioni. Questi garantiscono un'alimentazione costante e corretta del refrigerante. I progressi nella produzione additiva in 3D, come la fusione laser selettiva (SLM) o la fusione a letto di polvere laser (LPBF), aprono nuovi modi per produrre ugelli in acciaio inossidabile. Sulla base di complesse simulazioni di flusso, questi procedimenti consentono di produrre ugelli a getto libero che presentano profili di flusso ideali non realizzabili con i tradizionali metodi di produzione. L'obiettivo è quello di creare un getto coerente e privo di vortici che massimizzi l'efficienza della lubrorefrigerazione.
Un ugello stampato in 3D e ottimizzato per il flusso, a parità di flusso, ha una resistenza idrodinamica inferiore rispetto a un ugello standard. In alcune applicazioni, gli ugelli dispongono addirittura di un proprio asse CN per tenere conto della riduzione continua della mola durante la ravvivatura e mantenere quindi l’ugello nella posizione ideale. Questo principio è stato implementato, ad esempio, nella MÄGERLE MFP 50 o MFP 100.



Vantaggi della lubrificazione sincrona
Il principio decisivo è che il getto di lubrorefrigerante viene applicato alla stessa velocità di quella periferica della mola. Questo metodo, noto come "lubrificazione sincrona", è stato sviluppato negli anni 1980 da H.W. Ott, un pioniere svizzero della rettifica [1]. Ricerche del Prof. Karpuschewski [2] presso l'IWT dell'Università di Brema hanno confermato nel 2022 le tesi di Ott. Gli studi sono stati condotti con l'applicazione della "rettifica di profili di dentature" e hanno dimostrato che l'adattamento della velocità del refrigerante a quella della mola fornisce il massimo volume specifico di trucioli V’ w. Il volume specifico dei trucioli definisce la quantità di materiale rimosso prima di dover regolare la mola a causa della perdita di profilo o della formazione di bruciature. È interessante notare che, rispetto alla lubrificazione sincrona, una velocità del getto inferiore è più efficiente di una velocità superiore.
Influenza della velocità del getto sul volume di truciolatura acquisito

Velocità periferica: 35m/s
Qw: da 7,5 a 25 mm3/mm/sec
Fonte: Prof. Dr. Karpuschewski, IWT Brema
Lubrificazione sincrona nella pratica
Le velocità del getto possono essere calcolate, ma non sono utili nella pratica d'officina. Per ottenere una lubrificazione sincrona pratica, l'ugello di rettifica deve essere posizionato sopra la linea centrale della mola. Il getto di refrigerante deve colpire la circonferenza della mola in modo tangenziale con un angolo di 20°.
Lubrificazione sincrona secondo Ott (Vk = Vc)

Ugello angolato a 20°;
Il raggio colpisce tangenzialmente la circonferenza della mola;
Il raggio "si incolla" alla circonferenza della mola
Se la velocità del getto di lubrorefrigerante corrisponde alla velocità periferica della mola, il getto aderisce alla mola e garantisce così il trasporto del lubrorefrigerante nella zona di rettifica. Nelle applicazioni di rettifica impegnative, come quelle utilizzate nell'industria dei cuscinetti a sfere e automobilistica, l'alimentazione del refrigerante è adattata con precisione ai parametri di processo. Al contrario, quanto adottato in pratica nel campo della costruzione stampi spesso si discosta da questo ideale, ma anche in questo caso è possibile ottenere risultati soddisfacenti regolando di conseguenza la posizione degli ugelli. L'impostazione della portata del refrigerante avviene tramite la valvola presente sul tubo di alimentazione del refrigerante della macchina. Prima di avviare il sistema di alimentazione del lubrorefrigerante, il pezzo deve essere rimosso dalla mola, l'ugello deve essere portato nella posizione descritta e la mola deve essere accelerata alla velocità operativa. Successivamente la valvola del refrigerante viene aperta gradualmente finché il getto di refrigerante non aderisca stabilmente alla mola. Questo garantisce il flusso del refrigerante attraverso la zona di rettifica quando la mola e il pezzo sono a contatto.
Posizione dell'ugello del lubrorefrigerante durante la rettifica in tondo


La metodologia di impostazione della posizione dell'ugello utilizzata per la rettifica in tondo può essere applicata anche per la rettifica in piano. Innanzitutto si deve rimuovere la mola dal pezzo, quindi si posiziona l'ugello come descritto, portando la mola alla velocità di esercizio. Successivamente si apre gradualmente la valvola per il lubrorefrigerante fino a far aderire il getto di refrigerante alla mola.
Posizione dell'ugello del refrigerante durante la rettifica in piano


Riassunto
Panoramica dei punti più importanti della disposizione degli ugelli del lubrorefrigerante:
- Lubrificazione sincrona vk = vc
- Impatto tangenziale del getto di refrigerante sulla circonferenza della mola
- Posizione dell'ugello con distanza e angolo di inclinazione sufficienti (20°)
- Portata in volume compresa tra 1,5 e 5 litri al minuto per mm di larghezza della mola
Come possiamo esservi utili?
Siete interessati agli ugelli per lubrorefrigerante stampati in 3D di IRPD? Oppure avete bisogno di assistenza per la progettazione ottimale del vostro sistema di lubrorefrigerazione? Parlatene con noi.Modulo di contatto I nostri esperti saranno lieti di aiutarvi.
Bibliografia
[1] H.W. Ott & Co., Fondamenti della tecnica di rettifica, 1986, casa editrice
[2] Prof. Dr. habil. Bernhard Karpuschewski, Approvvigionamento di lubrorefrigerante in base alle esigenze, IWT Brema, 2024 Conferenza sulla rettifica di Fellbach