









Le differenze tra rettifica in creep feed e rettifica pendolare, spiegate in modo semplice
Processo di rettifica
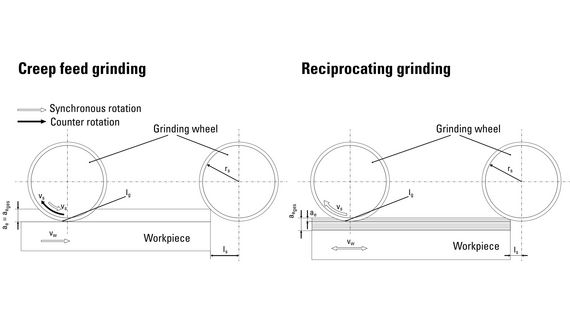
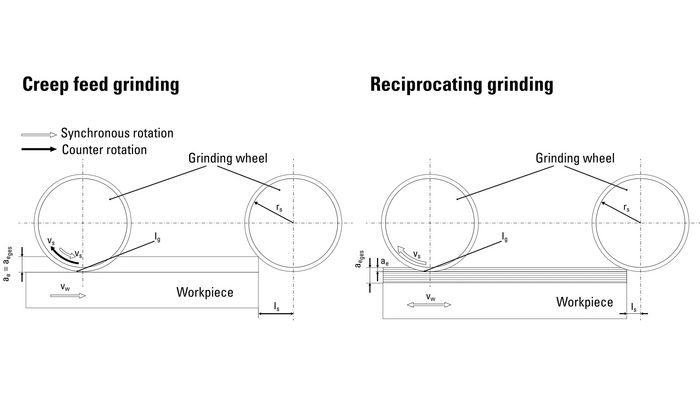
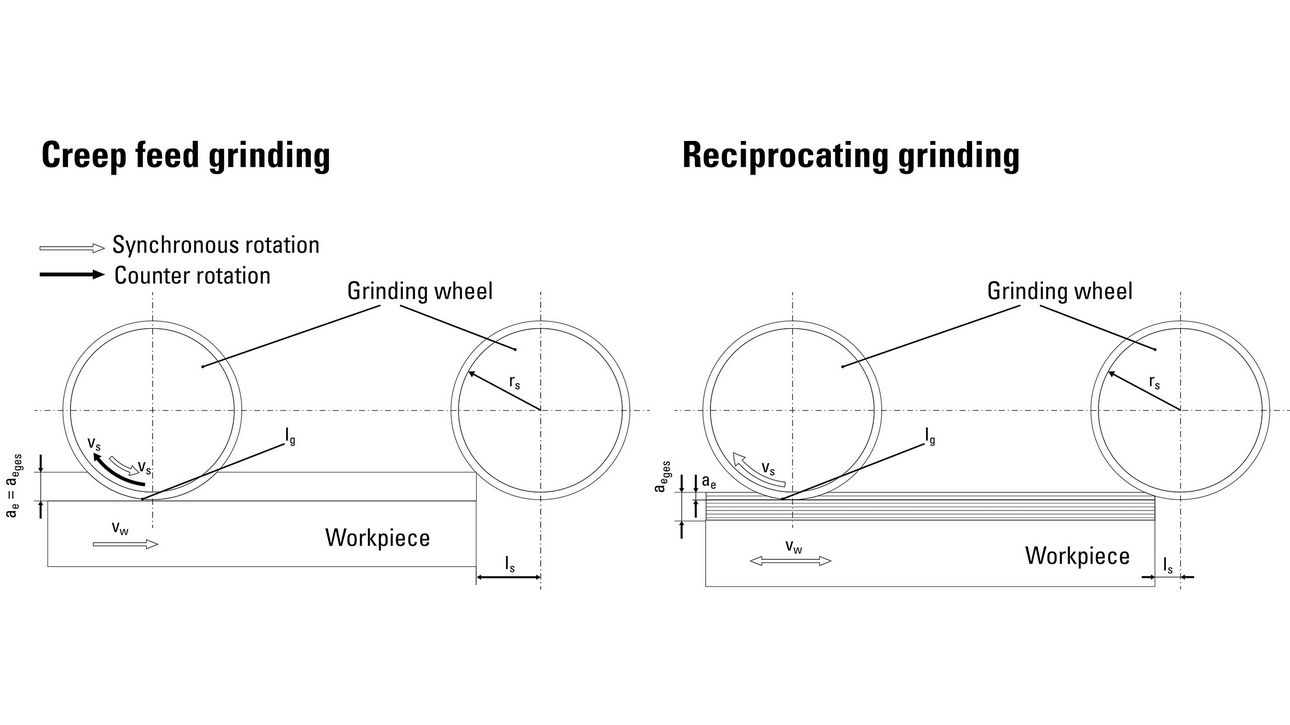
Nella rettifica in creep feed, lo spessore del truciolo e quindi la forza di taglio sul grano singolo sono inferiori rispetto alla rettifica pendolare. Non sono presenti carichi d'urto ricorrenti sulla mola, così la matrice legante può tenere i grani abrasivi più a lungo prima che si rompano. D'altro canto, lo stress termico e le forze di taglio complessive sono maggiori.
Nella rettifica in creep feed, le forze di taglio più elevate richiedono una rigidità statica e dinamica decisamente superiore e potenze motrici della rettificatrice maggiori rispetto alla rettifica pendolare. L'elevata sollecitazione termica nella rettifica in creep feed non solo comporta un carico elevato per l'utensile e la rettificatrice, ma può anche danneggiare il materiale del pezzo e portare a crepe e alterazioni nella struttura. Tali alterazioni nella struttura non si verificano o si verificano solo in minima parte nella rettifica pendolare e vengono rimosse con il passaggio successivo.
Nella rettifica pendolare, l’area di contatto tra utensile e pezzo può essere facilmente alimentata con lubrorefrigerante grazie alla lunghezza ridotta. Nella rettifica in creep feed è necessario bagnare un’area di contatto molto più lunga e dissipare più calore a causa dell'attrito maggiore. Per questo motivo il lubrorefrigerante deve essere alimentato ad alta pressione e con flusso volumetrico elevato tramite ugelli e guide di scorrimento con forme definite.
| Rettifica pendolare | Rettifica in creep feed | |
| Velocità di avanzamento | alta | bassa |
| Avanzamento | bassa | alta |
| Numero di passate | molte | 1 (o poche) |
| Mole con rotazione sincronica e in senso opposto | alternate | selezionabile |
| Tempi secondari | alta | bassa |
| Spessore medio del truciolo | grande | piccolo |
| Lunghezza media del truciolo | piccolo | grande |
| Temperatura media di contatto | piccolo | grande |
| Forza di rettifica | piccolo | alta |
| Qualità della superficie | grossolana | fine |
| Usura della mola | grande | piccolo |
| Tendenza a vibrare | grande | piccolo |
Risultati di rettifica
Nella rettifica in creep feed, le rugosità superficiali sono notevolmente inferiori rispetto a quanto avviene nella rettifica pendolare, grazie all'elevato numero di taglienti e alle velocità di avanzamento più ridotte. Le caratteristiche funzionali della superficie di un pezzo sono spesso importanti, perciò in questo caso la rettifica in creep feed presenta maggiori vantaggi. Questo è riconducibile alla cinematica della rettifica in creep feed. I taglienti che non si scheggiano completamente a causa della loro posizione nel legante o dell'usura avanzata contribuiscono allo spianamento del pezzo grazie alla deformazione plastica. Per contro sono presenti forze e sollecitazioni termiche più elevate che richiedono alla rettificatrice una rigidità statica e dinamica notevolmente superiore.
Nella rettifica pendolare, il numero di taglienti coinvolti nel processo di truciolatura è superiore in rapporto al volume del materiale. Grazie al breve tempo di contatto tra grano e pezzo si crea una superficie più grossolana. Diversamente dalla rettifica in creep feed, le convessità plastiche sul pezzo non vengono spianate dai taglienti adiacenti, bensì spostate nelle scanalature adiacenti dalle successive corse di rettifica. Ciò provoca una sovrapposizione temporanea dovuta a materiale plasticamente deformato. Queste convessità aumentano ulteriormente la rugosità superficiale. A causa della sollecitazione durante il processo, queste convessità non corrispondono al materiale di base e non vi è coesione del materiale come nello stato originale. In questo modo sussiste un maggiore pericolo che, ad esempio, durante l'uso successivo si stacchino particelle dalle superfici dei cuscinetti di scivolamento, spesso lavorate mediante rettifica, e che l'attrito e lo schiacciamento causino guasti dei componenti.
Mole
La scelta dell'abrasivo si basa principalmente sulle caratteristiche del materiale del pezzo e sulle condizioni del processo di rettifica, ad esempio l'impiego di lubrorefrigerante. Nella rettifica in creep feed, le forze di rettifica più elevate e le maggiori tensioni termiche nell’area di lavoro richiedono una specifica della mola adattata.
Nella rettifica pendolare, la mola deve assorbire la sollecitazione da impatto con l'intervento alternato di sincronismo e rotazione in senso opposto e con le elevate forze di rettifica del grano singolo. Nella rettifica in creep feed, le forze di impatto e dei singoli grani sono inferiori e le elevate tensioni termiche devono essere assorbite nell’area di lavoro.
Un altro aspetto che influenza la scelta della mola è la forma del truciolo, su cui influisce in modo decisivo il materiale del pezzo. Nella rettifica in creep feed i trucioli sono relativamente lunghi e sottili. Al contrario, nella rettifica pendolare si formano per lo più trucioli corti e spessi. La combinazione di grano abrasivo e legante deve essere scelta in modo che, nella rettifica in creep feed, i trucioli possano essere facilmente rimossi dall’area di lavoro. Deve quindi essere presente spazio a sufficienza per i trucioli. Grazie al trasporto del lubrorefrigerante nei pori, una mola dalla struttura aperta consente un maggiore trasporto di calore, particolarmente importante nella rettifica in creep feed.
Conclusione
Entrambi i tipi di procedure si sono dimostrati efficaci nella pratica e hanno la loro utilità. L'assortimento di MÄGERLE, BLOHM e JUNG offre macchine per entrambi i processi.

