



あらゆる面で魅力的な最新テクノロジー
ヴェストハウゼンの Apex Tool Group GmbH (ATG) では、 Studer の円筒研削盤 S31 の高い汎用性が実証されています。個別の部品から中程度の数量まで、電動式および空圧式のCleco製組み立て用工具向けのギアシャフトとコントロールシャフトを経済的かつ柔軟に研削します。Cleco は世界的な 6 つの ATG Power & Hand Tools ブランドの 1 つです。
ヴェストハウゼンにある Apex Tool Group(旧 Cooper Power Tools)のショールームでは、Cleco ブランドの幅広い範囲のさまざまな組み立て用工具が印象的です。これらの工具には、ストレート、アングル、ガン型のコード付き、あるいはバッテリ装備の空圧式または電気駆動式スクリュードライバーが含まれます。さらに、完全な組み立てステーションがあります。組み立てステーションに統合されたコントロールがスクリュー組み立ての指示を画面に表示し、スクリューの必要なパラメータを提供して、監視および文書化します。スクリュードライバーは、例えば、自動車産業や航空産業における内燃機関や電気モーター、車体、ギアボックス、油圧ユニットの組み立ての際に使用されます。また、ホイールを車両に自動的に取り付ける場合にも使用されます。高いプロセス安全性と文書化されたプロセスに対する現行の要件に対応するために、メーカーは、組み立て用工具に、トルク測定のためのセンサー、および、ケーブルまたは無線(WLAN)によるデジタルデータ転送を実装しています。機械加工スーパーバイザーであるニコ・シンデラルツ(Niko Schindelarz)が説明するように、Cleco 組み立て用工具は、業界の多くのメーカーから高品質で堅牢、長寿命で信頼できる製品として世界的に評価されています。「Apex における垂直統合が進んでいることが大きく貢献しています。」とニコ・シンデラルツ(Niko Schindelarz)は言います。スクリュードライバーの機能のために重要なほとんどすべてのコンポーネントは、ヴェストハウゼンの社内で生産されています。 これらのコンポーネントには、モーターシャフト、ギアシャフト、レバー、バルブ、カム、ハウジングが含まれます。



バリエーションと個別装備に対応できる柔軟性
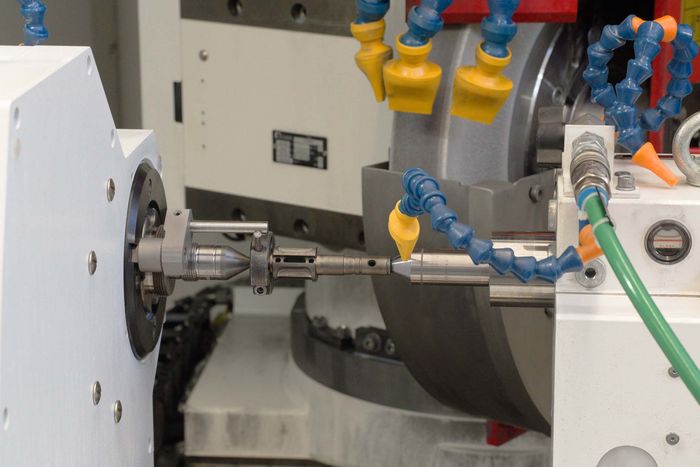
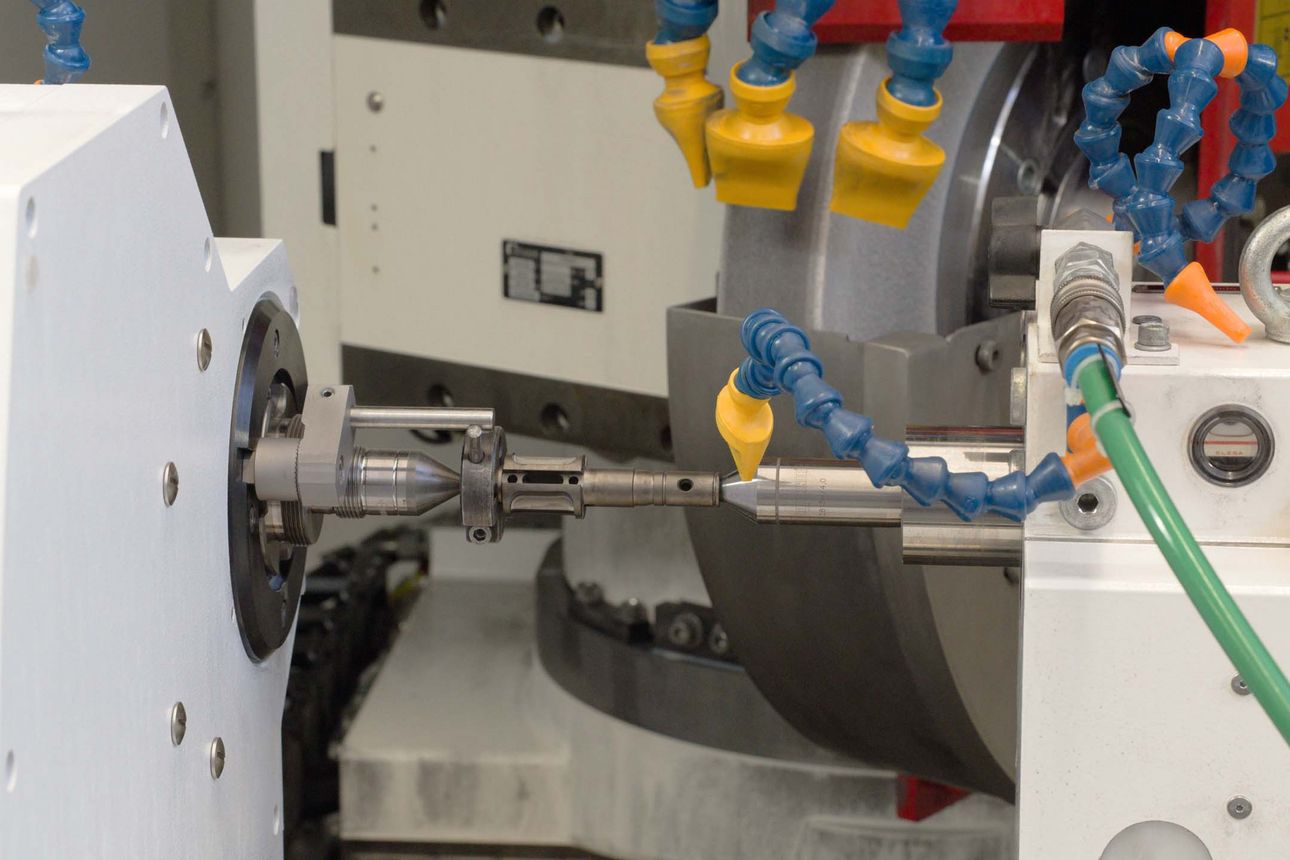
「さまざまなバリエーションがあり、また、個別の装備の需要が高まっていることから、少量生産のコンポーネントを個別部品として大変短期で製造しなければなりませんでした。」と語るのは、ヴェストハウゼンの生産エンジニアであるヨハネス・メウレ(Johannes Mäule)です。ヨハネス・メウレ(Johannes Mäule)が続けるように、これは旋盤加工、穴あけ加工、フライス加工から研削まで、すべての製造工程に関わることでした。「特に、モーターとギア用のシャフトは、数 µm 精度で精密に研削しなければなりません。こうすることでのみ、スクリュードライバーの円滑な動きと長い寿命を実現できます。」 とニコ・シンデラルツ(Niko Schindelarz)は補足します。数ヶ月前まではこれには大変費用がかかりました。円筒研削向けには、1980 年代前半に購入した研削盤が 1 台あるだけでした。長さ 30 ~ 650 mm、直径 3 ~ 65 mm のさまざまなシャフトを研削するために、研削盤を手動で頻繁に調整しなければなりませんでした。ニーズに基づく柔軟な製造はできませんでした。「なによりも、大変非経済的になりました。セットアップ時間が、多くの場合、機械加工時間よりも 2 ~ 3 倍の長さでした。」とヨハネス・メウレ(Johannes Mäule)は言います。「さらに、特に、長く細いシャフトで、直径と円筒度の精度を達成するために、手間がかかりました。」とニコ・シンデラルツ(Niko Schindelarz)は振り返ります。ニコ・シンデラルツ(Niko Schindelarz)が言うように、それができるのは、研削を熟知している長年の経験を有する職人だけでした。「職人の世代交代の時期が来ています。現在の職人は今後数年で退職します。そうなると、熟練作業員のノウハウに頼ることができなくなります。後継の作業員の訓練は、数年前とは異なる観点に重点が置かれています。手動で研削盤を操作することは望ましくありません。そのために、プロセスのプログラミングと最適なパラメータ化が重要です。」とニコ・シンデラルツ(Niko Schindelarz)は続けます。



世代交代
このような状況の中で、Apex の責任者たちは、その他の機械加工プロセス同様に、研削プロセスでも最新技術に投資することを決定しました。変化した技術環境の中で、研削盤と製造プラントには数々の多様な要件があります。高い柔軟性に加えて、例えば、プロセスを自動的に監視したり、プロセスデータと生産データをデジタルネットワーク – smart factory – に転送する可能性も考慮しました。「さらに、魅力のある雇用者として、そして必要とされる新しい人材に当社で働いてもらうために、最先端の未来志向の技術を導入する必要がありました。」とニコ・シンデラルツ(Niko Schindelarz)は補足します。さまざまな研削盤コンセプトを包括的に比較した結果、ニコ・シンデラルツ(Niko Schindelarz)とヨハネス・メウレ(Johannes Mäule)は Studer の複合円筒研削盤 S31 に投資することを決定しました。
セットアップ時間が短縮されて柔軟性が向上
ニコ・シンデラルツ(Niko Schindelarz)が説明するように、まず重要だったのは、ニーズ分析を丁寧に作成して、必要な予算を確保するために、米国の会社の商業責任者の同意を得ることでした。「操業上の利点を示して、競合他社の製品と比較して、高い最初の投資が短期間で収益性の向上に貢献することを証明できました。」とヨハネス・メウレ(Johannes Mäule)ヨハネス・メウレ(Johannes Mäule)とニコ・シンデラルツ(Niko Schindelarz)は言います。現在では、ヴェストハウゼンの製造技師は、全種類のシャフトを 1 台の研削盤で研削できます。ワークピースのセットアップと砥石のセットアップをする際には、全閉カバーにもかかわらず、円筒研削盤 S31では 大変容易に作業できます。特に、研削盤オペレータとニコ・シンデラルツ(Niko Schindelarz)は人間工学に基づいてデザインされた作業性の良さを高く評価しています。ヴェストハウゼンの製造技師たちは、これまでの研削盤と比較して大幅に短いセットアップ時間に大変満足しています。ここでは、Studer の研削盤にしかない特別機能である Quick-Set が大きく貢献しています。南ドイツの販売責任者であるコルネリウス・ヴェヒト(Cornelius Wecht)は、これについて次のように語ります: 「Quick-Set により、研削盤で使用されるすべての砥石の正確な寸法が記憶されます。そのため、すでに数回使用したドレス済みの砥石を短期間でセットアップして、直ぐにもう一度使用できます。コントロール側は、砥石を交換した後で、正確な寸法を認識するので、新たに測定したり研削盤上でドレッシングする必要はありません。」ヴェストハウゼンの研削作業員がその他の利点として挙げるのは、プロファイル砥石を円筒研削盤上で直接ドレッシングできることです。そのために、ソフトウェア StuderDress が対応するサイクルを提供します。このサイクルに従って、エアカットを最小限にしプロファイル砥石上で必要な形状部分だけをドレッシングすることができます。ニコ・シンデラルツ(Niko Schindelarz)が言うように、これによって、セットアップ時間と非生産時間が短縮されました。さらに、研削されたコンポーネントの高い精度とより良い表面品質を確保します。
ワークショップにおけるプログラミングに最適
ニコ・シンデラルツ(Niko Schindelarz)にとっては、円筒研削盤 S31 の制御コンセプトは何よりも素晴らしい利点です。ニコ・シンデラルツ(Niko Schindelarz)が強調するように、大変わかりやすいユーザーインターフェースです。オペレータとプログラマーは、入力画面を通して、わかりやすいグラフィックとダイアログで操作できます。さらに、コントロールは、研削に必要なすべてのパラメータのあるデータベースを提供します。「これは StuderTechnology Integrated と呼ばれます。」とコルネリウス・ヴェヒト(Cornelius Wecht)は説明します。ワークピースの形状と必要な精度と表面品質を設定すると、研削盤オペレータはソフトウェアが提案するパラメータを選択することができます。これによって、円筒研削盤は常に信頼性の高い研削結果を得ることができます。経験豊富な研削作業員は、指定されたパラメータを調整して、研削プロセスをさらに最適化できます。「S31 はワークショップでの作業に理想的です。機械加工の訓練を受けた作業員であれば、円筒研削盤の作業でも柔軟に対応できます。研削についての専門知識は必要ありません。これが最高の柔軟性です。」とニコ・シンデラルツ(Niko Schindelarz)は語ります。
B 軸によって汎用性が高まりました
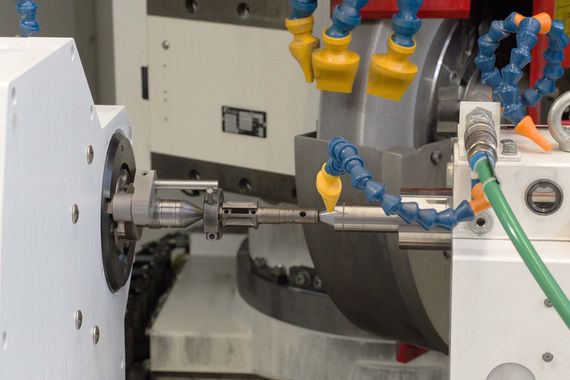
ヴェストハウゼンの Apex Tool Group の円筒研削盤 S31 には、B 軸旋回可能な研削台が装備されています。研削台は 1° のステップで旋回できます。ストレートプランジ研削加工用砥石軸とアンギュラプランジ研削加工用砥石軸の、計 2本のスピンドル駆動があります。これも、セットアップ時間の短縮と最高の柔軟性に貢献します。「ワンサイクルで、ワークピースのセットアップ作業をしなくても、ストレートとアンギュラプランジ研削加工ができます。これによって、ワンクランプでほとんどすべての部品を完全に仕上げることことができます。」とニコ・シンデラルツ(Niko Schindelarz)は B 軸の利点について説明して、次のように強調します。「選択した装備によって、円筒研削盤 S31 は真に「万能」になりました。Studer S31 は、万能の名に値する円筒研削盤です。」わずか 5 ヶ月の間に、円筒研削盤 S31 はヴェストハウゼンで、工具メーカーのさまざまな要件を完全に満たすことを実証しました。
素晴らしいアドバイスとサービス
「製造プラントへの投資の際に重要な点はその他にもありました。」とヨハネス・メウレ(Johannes Mäule)は語ります。「研削のような特殊技術では、多くの製造技師は通常、一般的な専門知識しか持っていません。そのため、特に機械に搭載される革新的な装備の特性や、個々の要件に関連する具体的な利点に注目する必要がありました。」ニコ・シンデラルツ(Niko Schindelarz)が付け加えるように、 当初、最先端の研削技術についての調査は容易ではありませんでした。「しかし、Studer のスペシャリストの方々は、大変詳しくオープンかつ丁寧に助言してくれ、一緒に私たちに最適な円筒研削盤の構成を、わずか数ステップで一緒に見出すことができたのです。」このことが、高価な円筒研削盤 S31 に自信をもって投資するための信頼につながりました。「さらに、私たちが重視したのは、サービスと技術アドバイスを現地で受けることができ、迅速に製造現場で助言とサポートが提供されることでした。それが保証されて初めて、現在行っているS31 への前向きな投資が長期的に利益を生むことを保証します。」と ニコ・シンデラルツ(Niko Schindelarz)は強調します。ニコ・シンデラルツ(Niko Schindelarz)が要約するように、Studer のスペシャリストと複合円筒研削盤 S31 はすべての基準を満たしました。