









研削する部品が多種多様で、頻繁に段取り替えをしなければならない人なら誰でも、その作業で時間をできるだけロスしないことがいかに重要であるかを理解しています。STUDER のアクティブ位置決め測定プローブは、以下のような様々なタスクをこなします。
- 基本セットアップ、または測定プローブと研削砥石の B 軸の回転軸に対する基準の決定
- セットアップモードでの手動でのワーク交換
- 長手方向の位置決め
- ネジ山の位置決め
- 円周方向の位置決め
- 直径および長さの確認
- 基準寸法 Z による自動検出
最後に、STUDER 機での円筒研削時の新規ワークの自動検出について、以下で詳しく説明します。
基準寸法 Z による自動検出
基準寸法 Z はセットアップ時に 1 度設定されます。テーブルスケールの測定プローブに対する基準が設定されます。簡単に言えば、測定プローブをどの位置で旋回させ、どの位置からワークを探すのかを機械に伝えるわけです。この基準が一度作成されると、後のプログラムで新しいワークの長さ値と直径位置を定義することができます。これにより、測定プローブは正しい位置で旋回し、セットアップモードで新たな検出を行うことなく、新しいワークのゼロ点を探索します。これには、機械にクイックセット(Quick-Set)オプションが装備されていることが前提条件となります。
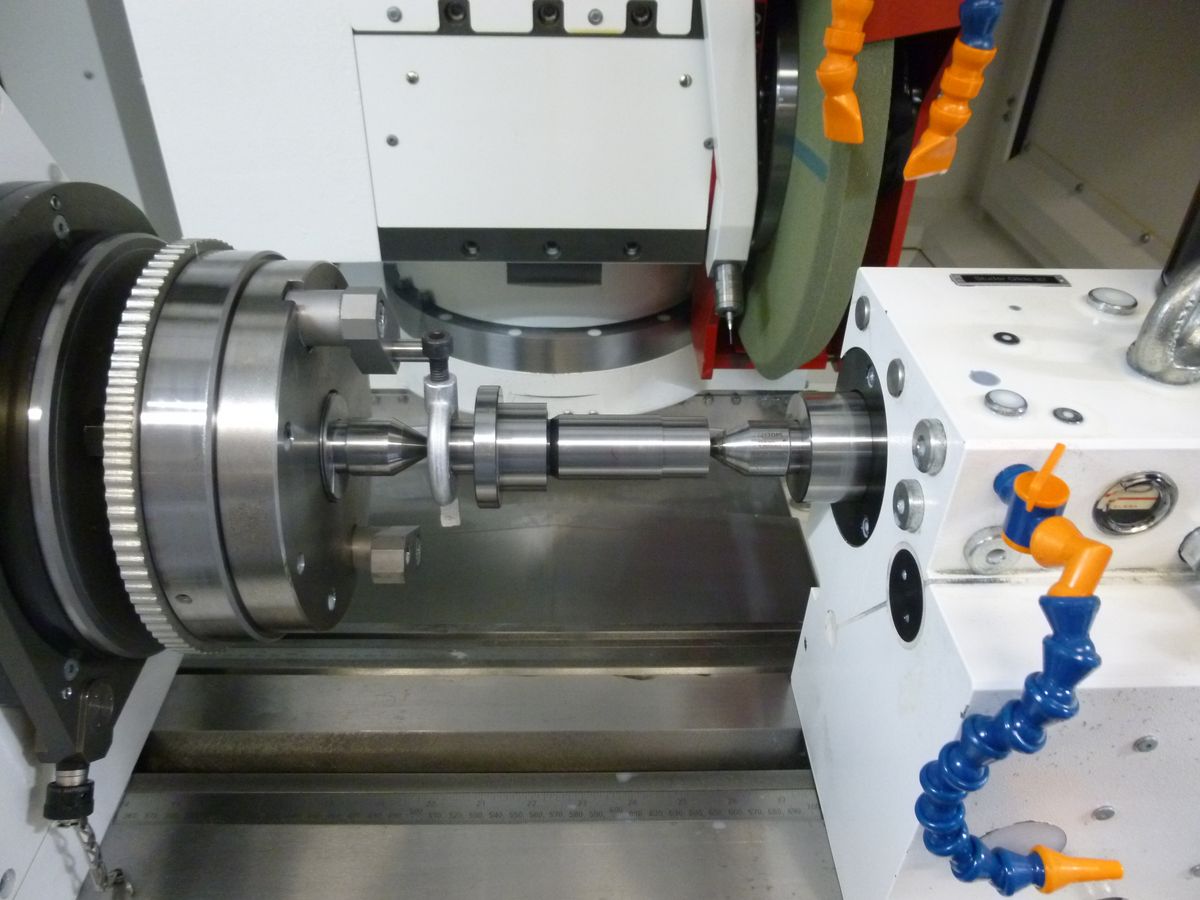
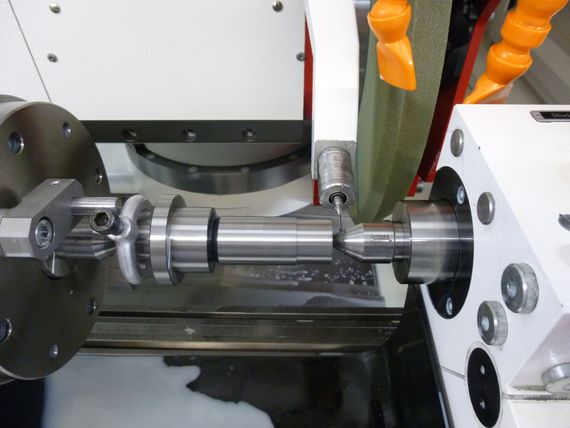
セットアップ プロセスは通常通り行われます。
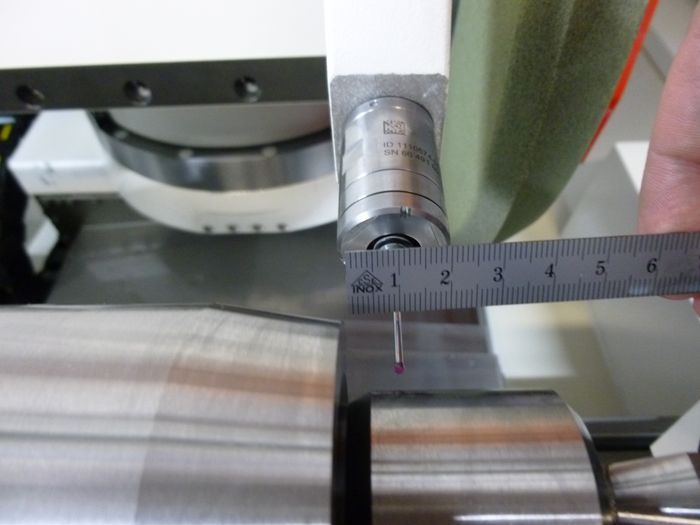
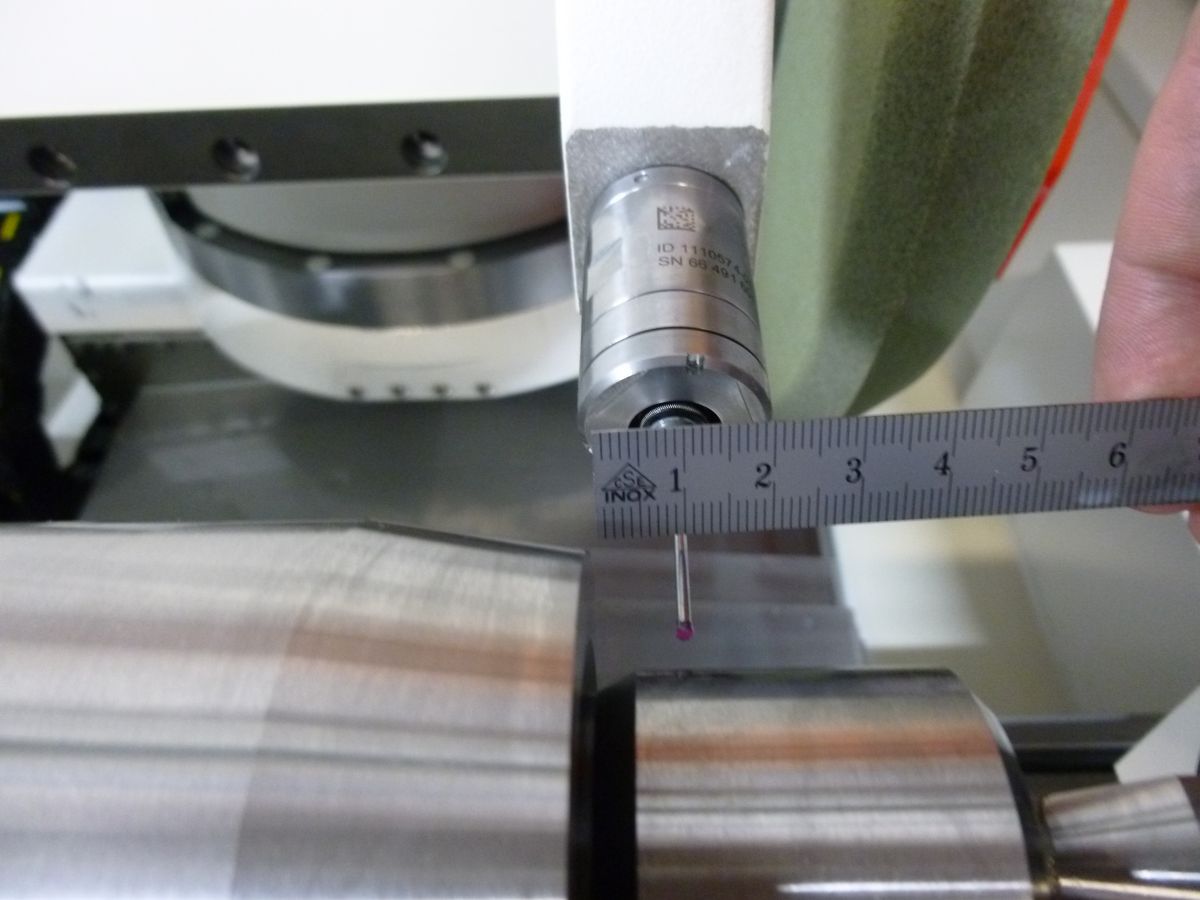
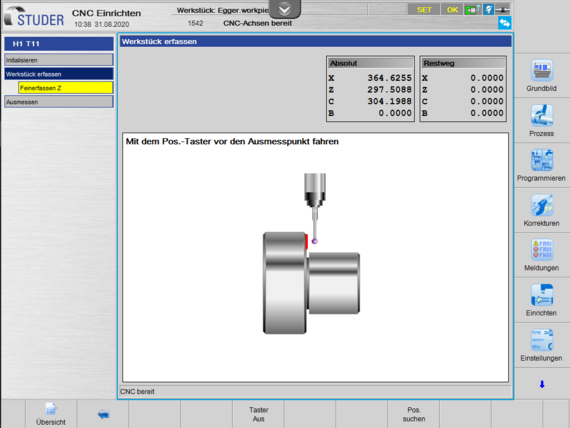
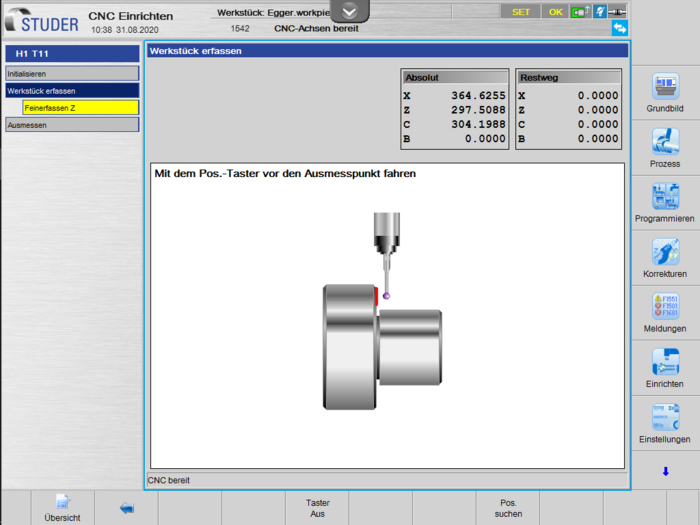
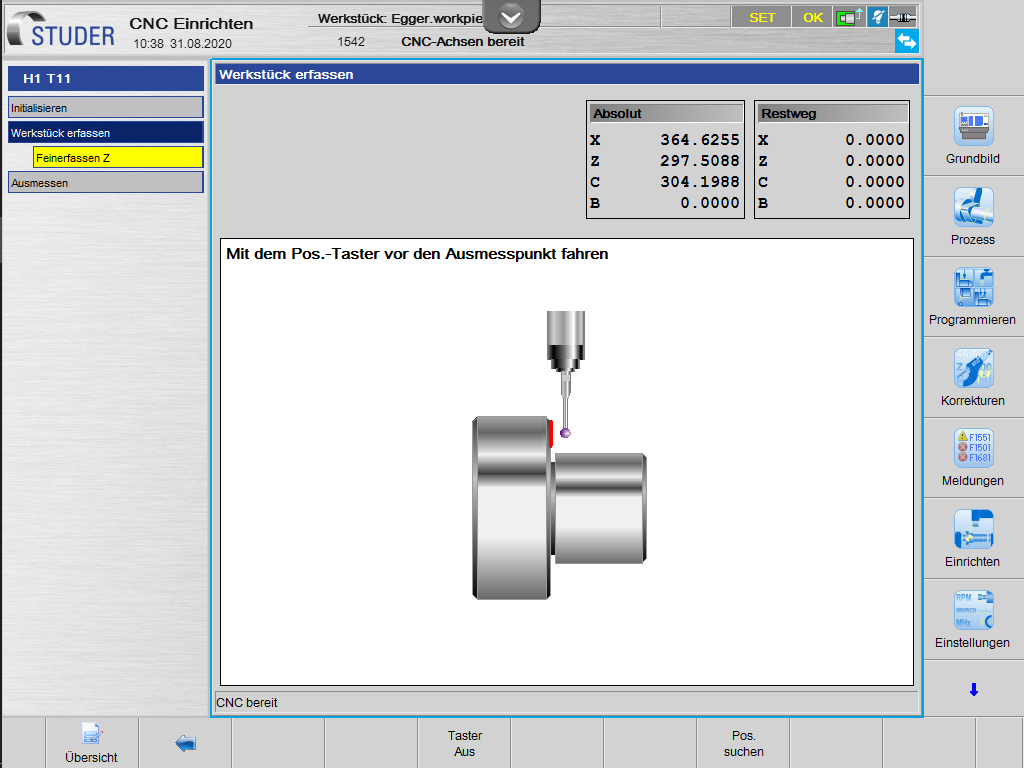
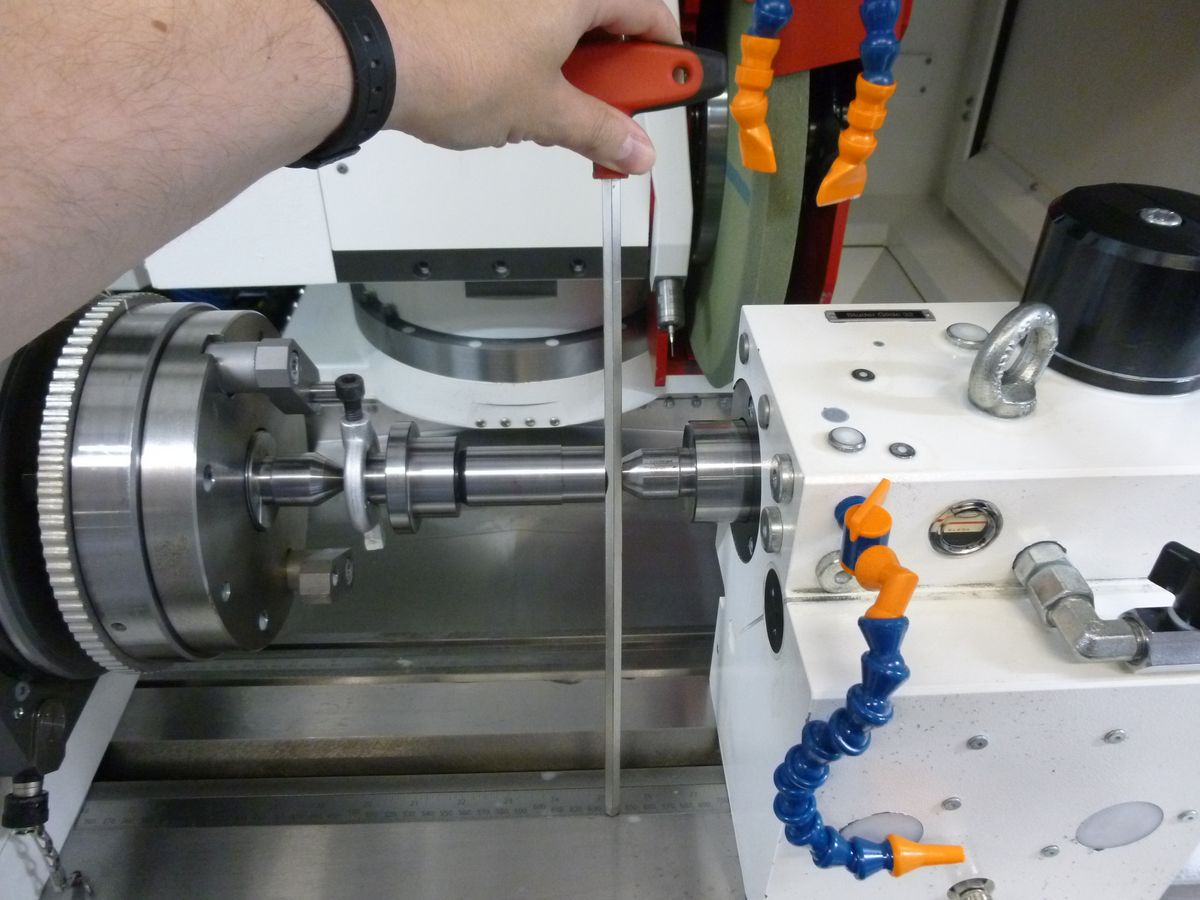
測定プローブを手動で、検出するショルダー部の約 10 mm 手前まで動かします。測定プローブのシャフトではなく先端球が測定したいショルダー部に接触していることを確認してください。

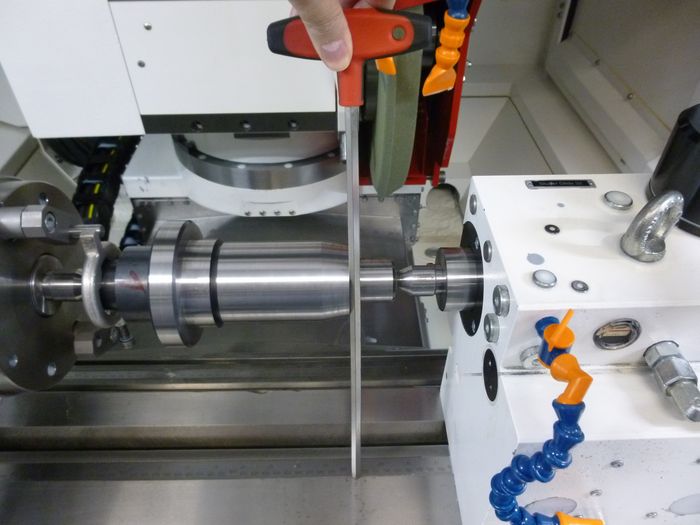
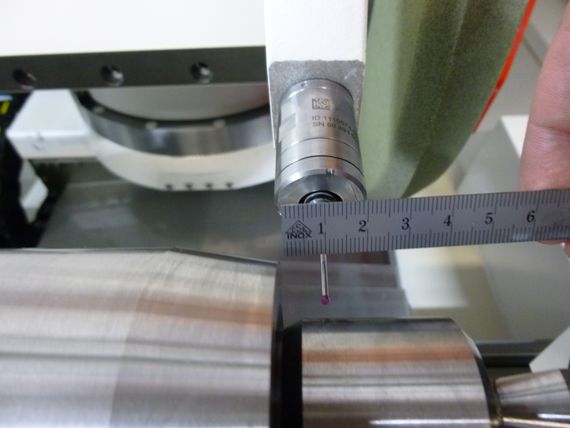
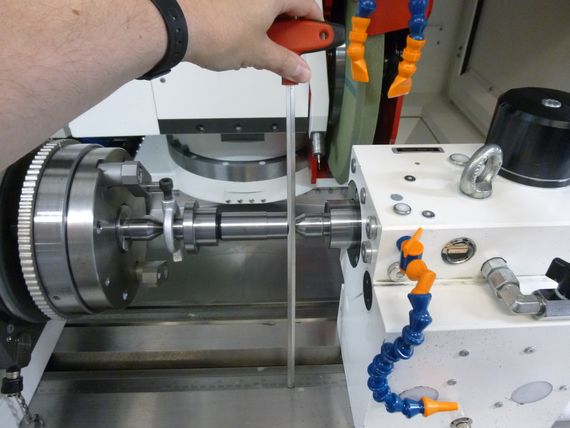
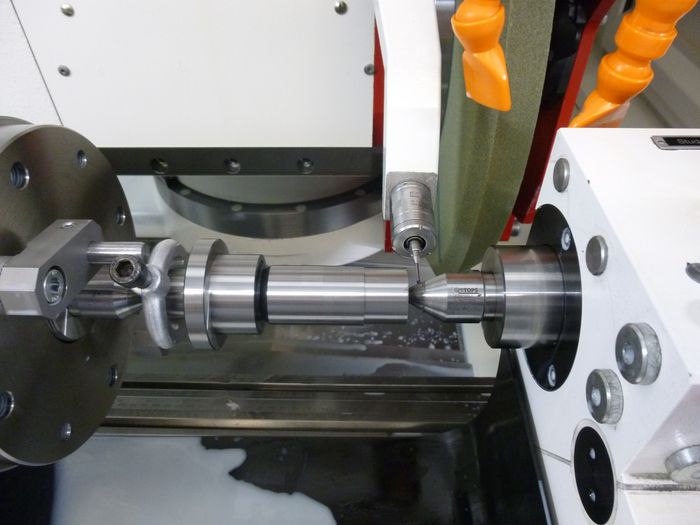
ここで、プローブ位置からテーブルスケールへの垂直を特定。この例では、長い工具を用いて行います。ただし、大きな直角定規またはおもり下げ振りを使用することもできます。
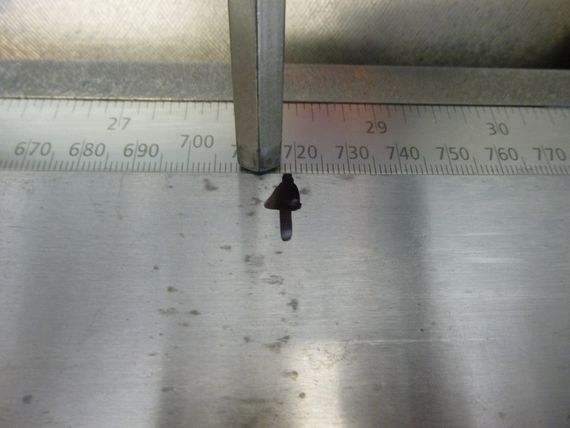
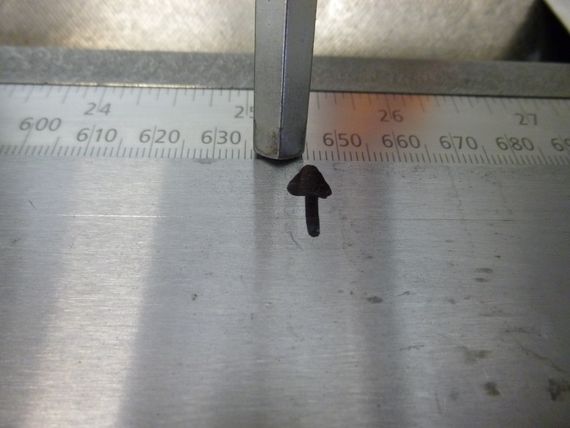
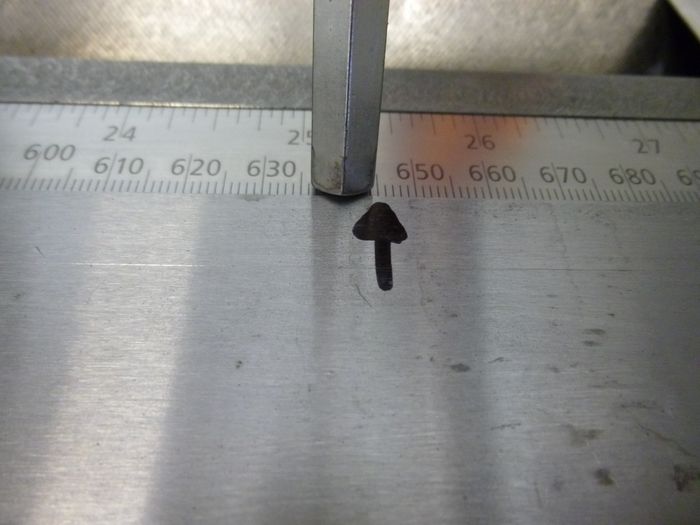
この例では、読み取り値は 718 mm です。
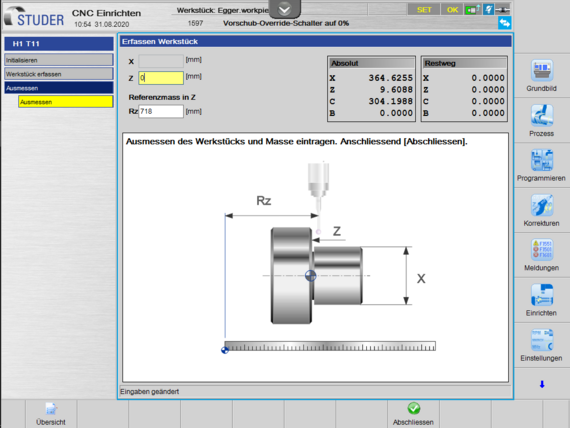
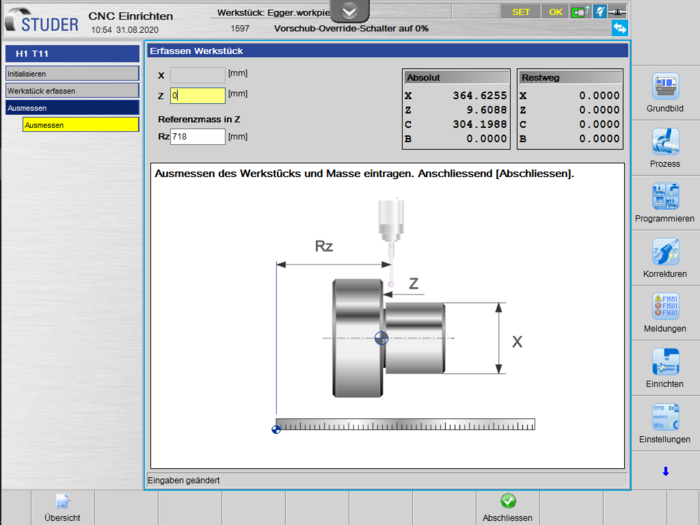
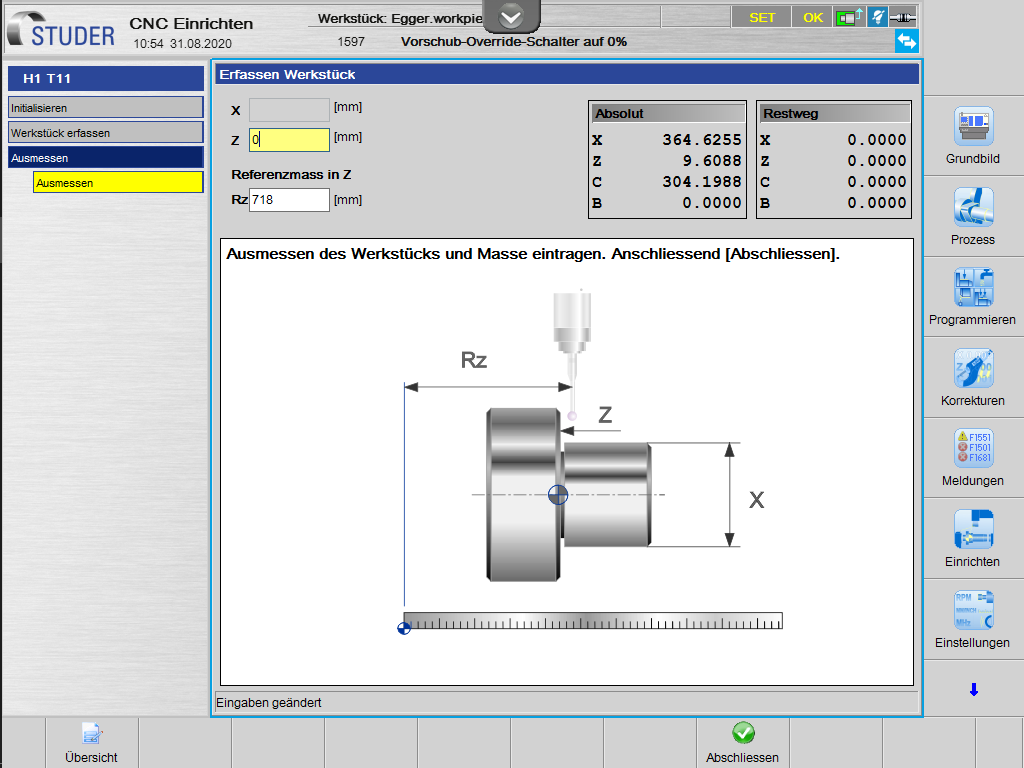
この 718 mm は、 Rz 部に入力され、さらに、Z 部に 0(ゼロ)を入力する必要があります。つまり、最初の測定は、ワークのゼロ点で正確に行う必要があります。
これでワークのゼロ点と基準寸法 Z が設定されました。
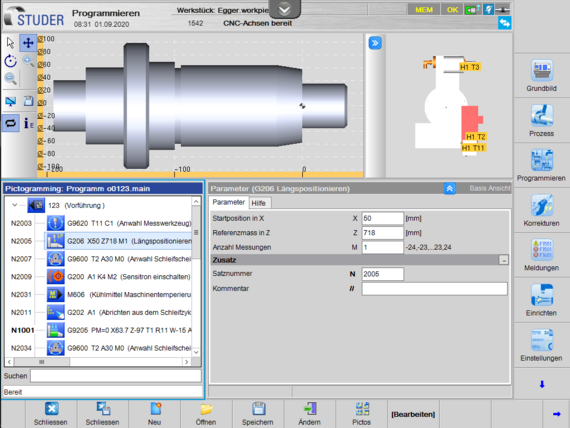
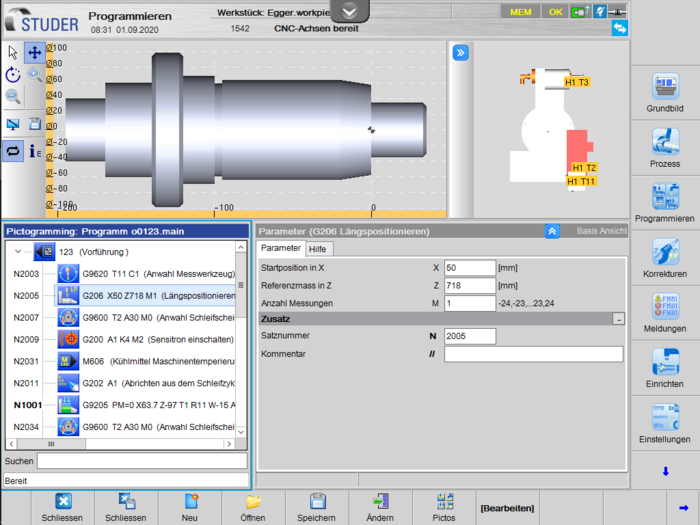
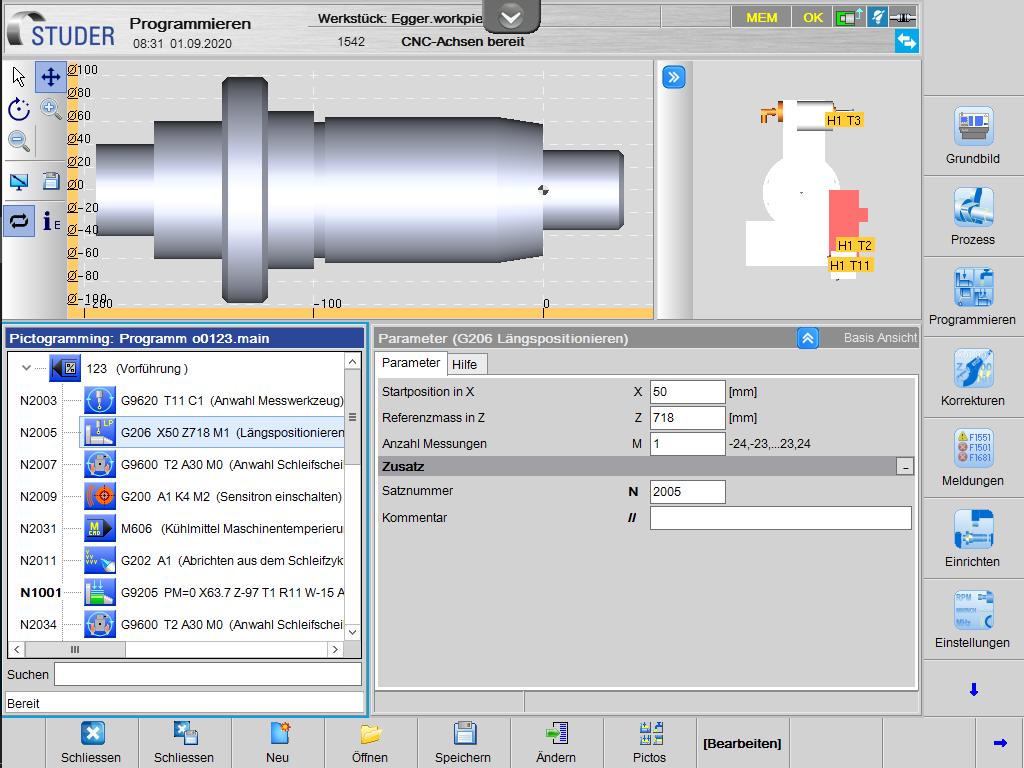
ワークプログラムでは、長手方向位置決めサイクルで X と Z の値がプログラミングされます。このケースでは、測定プローブの開始位置は、X 方向で 50、Z 方向では 718 mm となります。


これで他のワークに切り替えることができます。このように、新しいワークのゼロ点を再取得するのに、非常に少ない手間で済むことがお分かりいただけるでしょう。このワークを研削するために他の砥石が必要であれば、もちろんそれも追加で設定する必要があります。

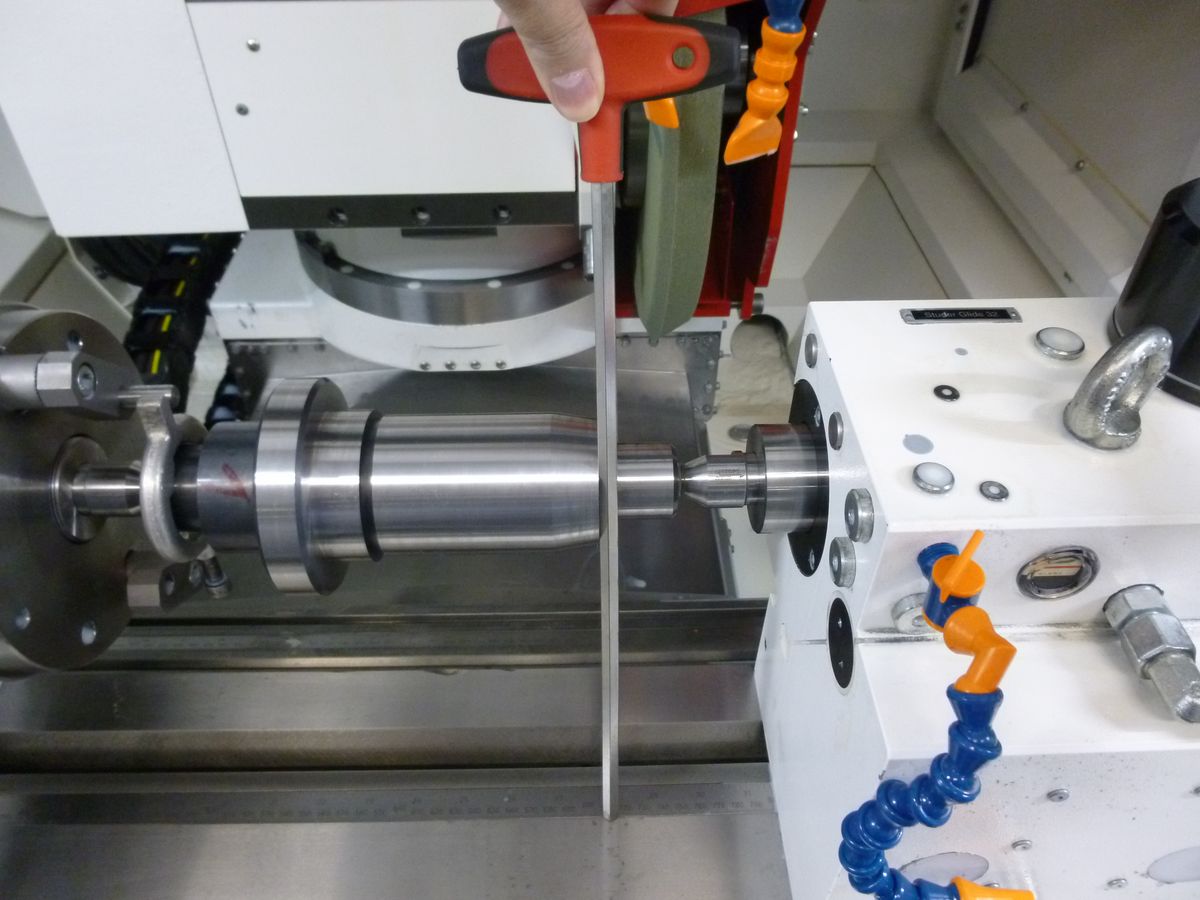
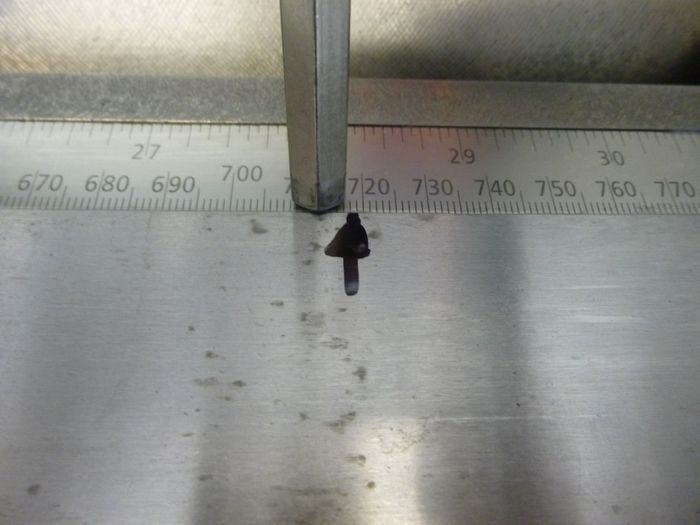
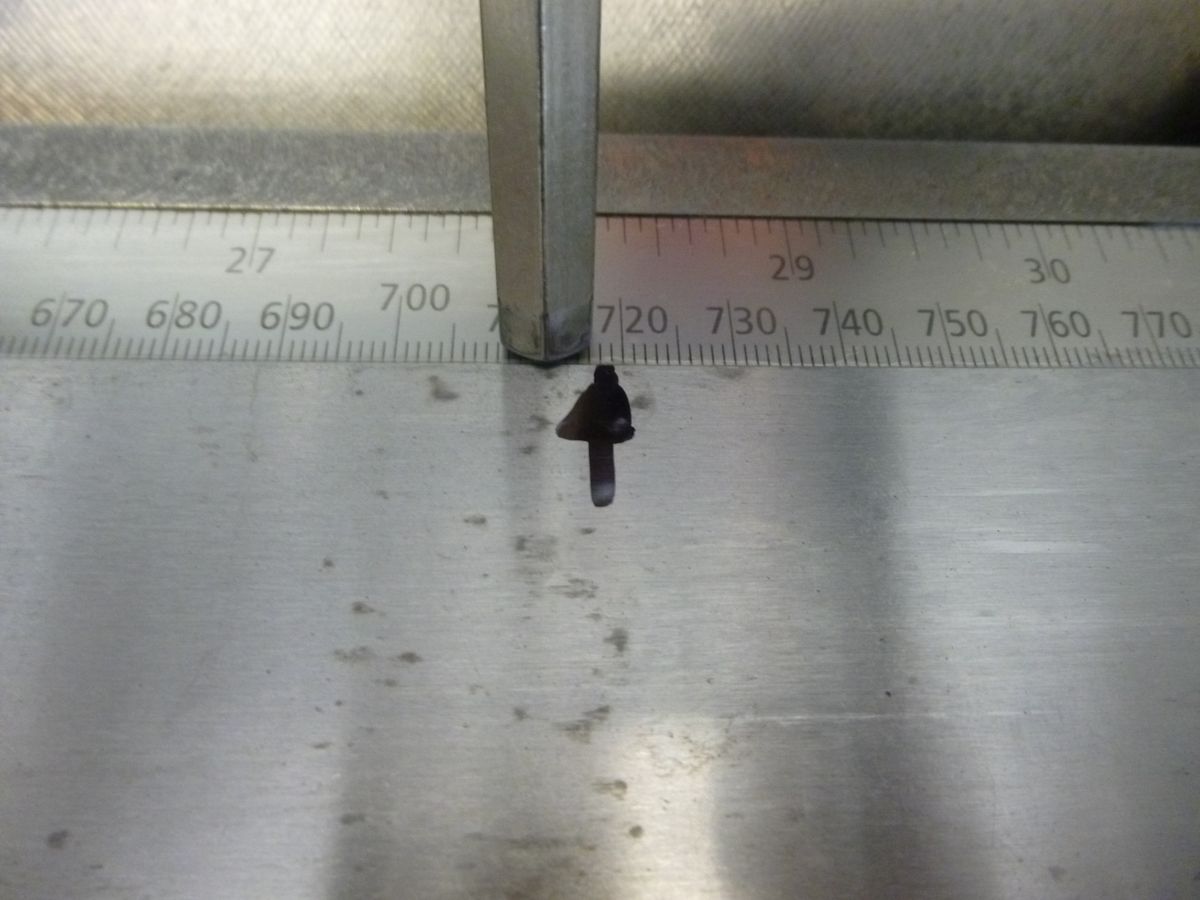
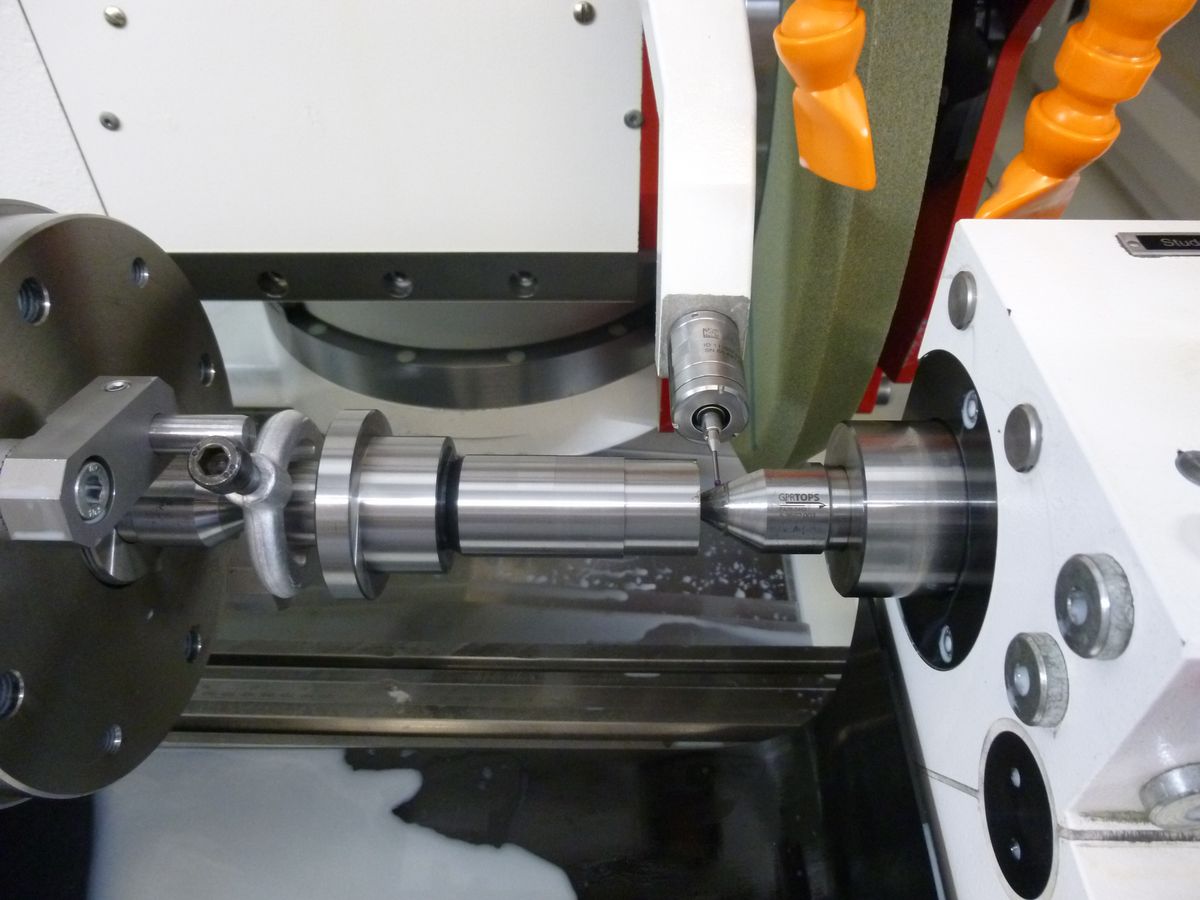
測定プローブを旋回させる位置を再度特定します。
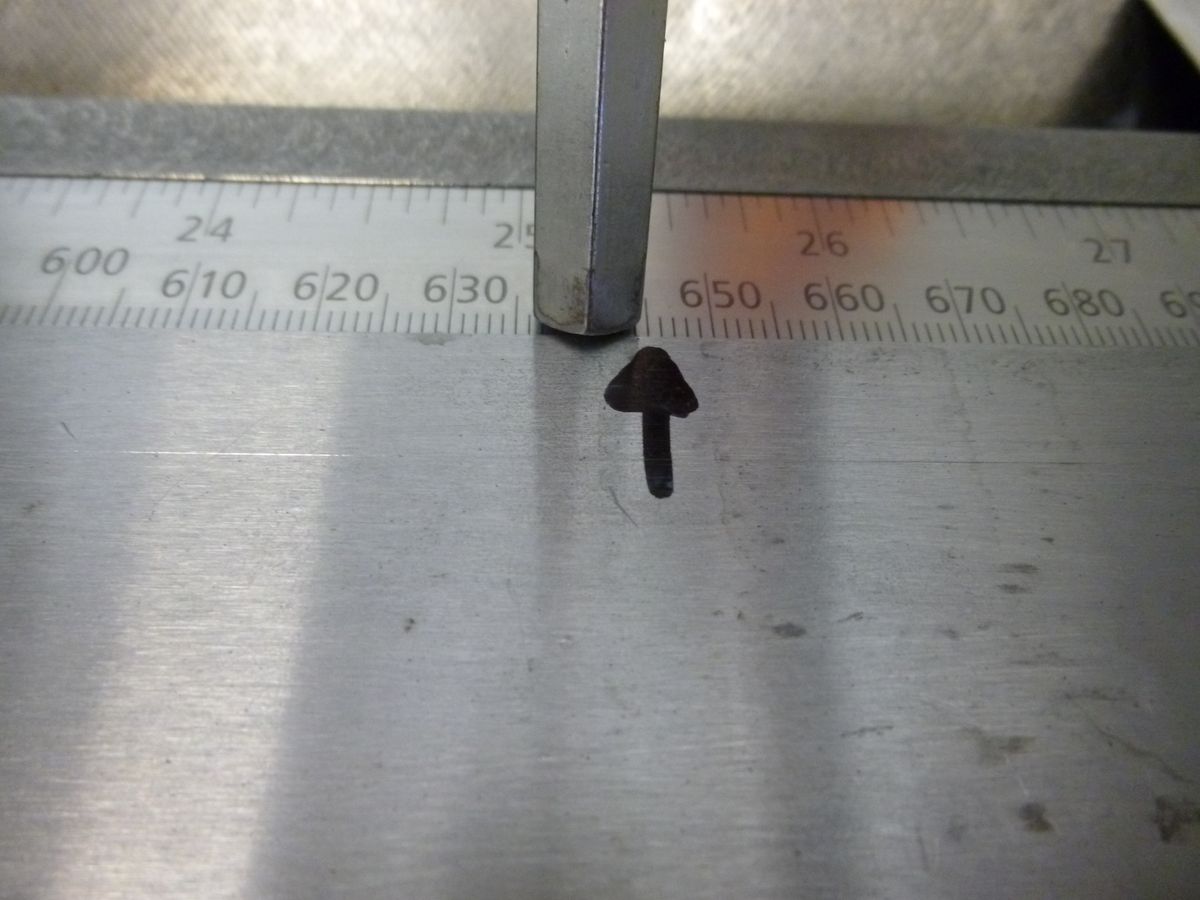
この新しいケースでは、テーブルスケールは 645 mm を示しています。
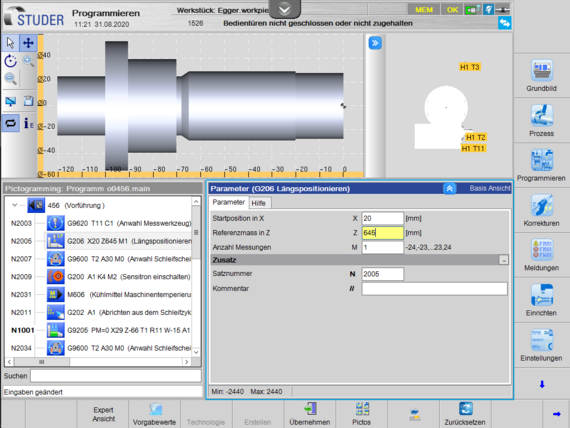
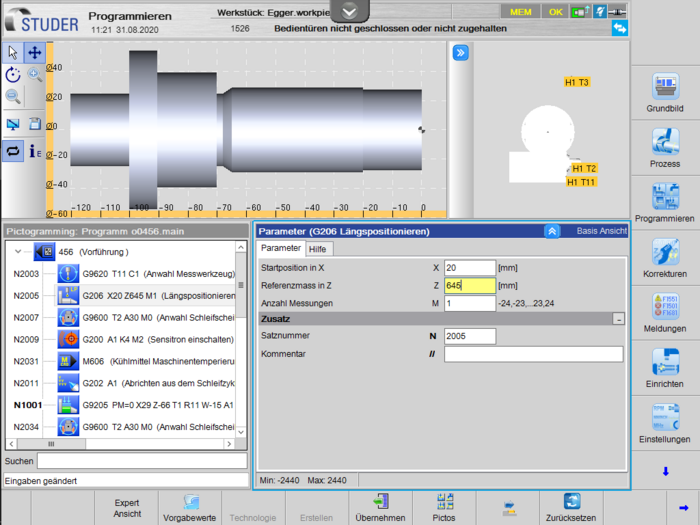
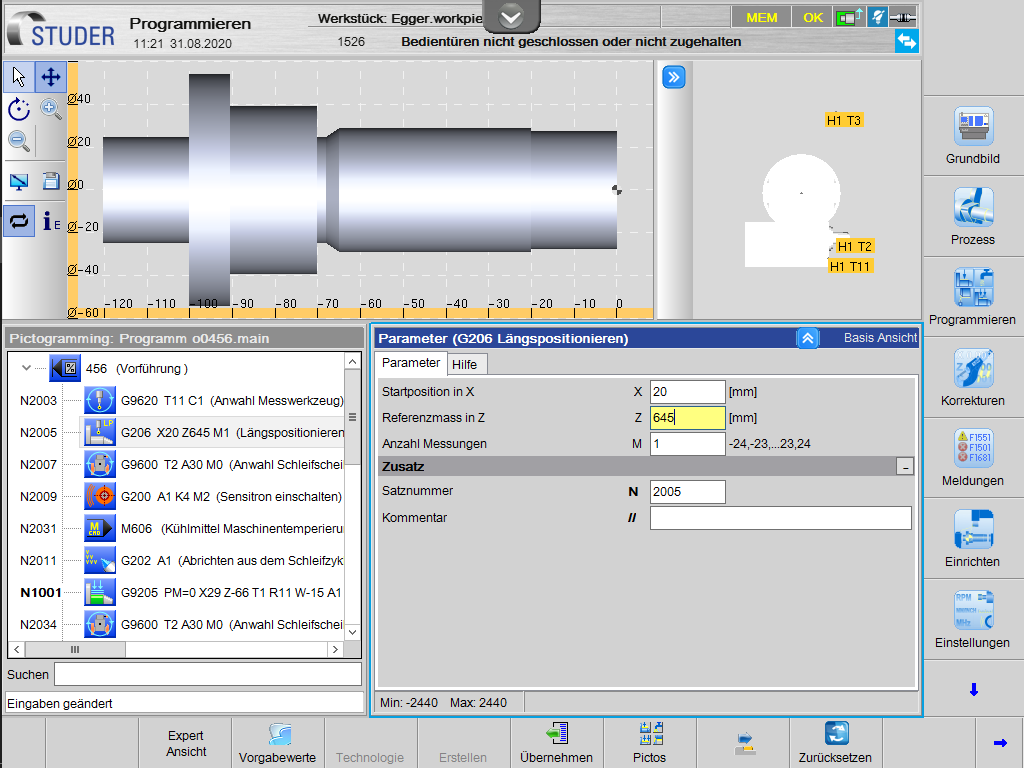
この値は、新しいワークプログラムの長手方向位置決めサイクルで入力されます。X 20 と Z 645 mm。
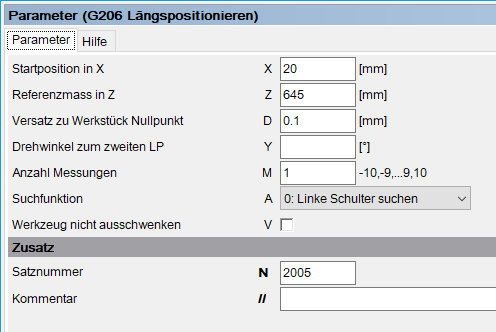
研削代やその他の理由で、ワークで正確に Z 0点をプロービングできない場合は、エキスパートビューのパラメータ D で対応するオフセット量をプログラムすることができます。
新たなプログラムが開始されると、機械は測定プローブを該当する位置を測定し、そこで新たなゼロ点を設定します。