







研削砥石の取り付けとバランス取り
研削結果に影響するのは、適切な研削砥石種類の選定だけではありません。 研削砥石の適切な取り付けとバランス取りも重要です。
研削砥石の取り付け
取り付けの手順は研削砥石種類によって異なります。 酸化アルミニウム、CBN、ダイヤモンドの各研削砥石の手順を以下に説明します。
酸化アルミニウム研削砥石の取り付け
- 研削砥石を目視検査し、砥石周速の許容回転数を確認します。
- クランクテストを実施して、研削砥石に亀裂がないか点検します。 非金属ハンマーで研削砥石を軽く叩きます。 はっきりと鳴り響く音が聞こえたら、砥石は正常です。
- フランジと研削砥石の間にプラスチックブロッターを置いて、粒子の先端とむらを補正します。 または、厚紙ブロッターを使用することもできます。その両面をオイルまたは冷却液で湿らせてください。 ブロッターは一度だけ使用してください。
- フランジを油で潤滑します。
- 研削砥石をフランジに取り付けます。 締め付け面は清潔、平らでなければならず、研削砥石は容易に摺動する必要があります。
- トルクレンチでフランジの端から端まで斜めに均等にフランジボルトを締めます。
CBNとダイヤモンドの各研削砥石の取り付け
- この手順は、酸化アルミニウム研削砥石の場合と類似しています。 金属系や樹脂系のボンドの場合、リングテストやプラスチックブロッターは不要です。
- 軽く叩いて砥石を動かせるように、軽く取り付けねじを締めてください。
- 研削砥石を機械に取り付けます。
- ダイヤルゲージで振れをチェックし、必要に応じてプラスチック製ハンマーで修正します(振れ< 0.02 mm)。 研磨面の振れを点検するときは、プローブの摩耗を防ぐためにスタイラスローラー付きの測定装置を使用する必要があります。
- トルクレンチでフランジの端から端まで斜めに均等にフランジボルトを締め、振れを確認します。
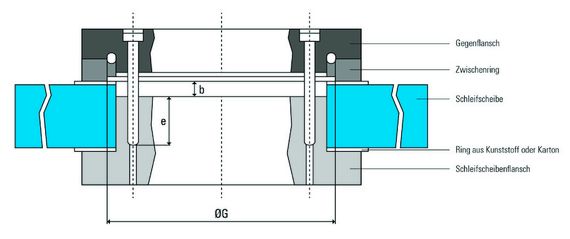
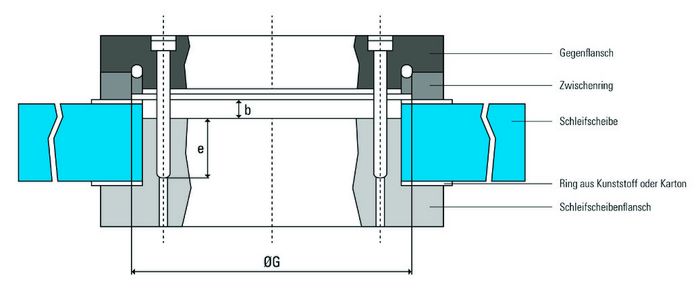
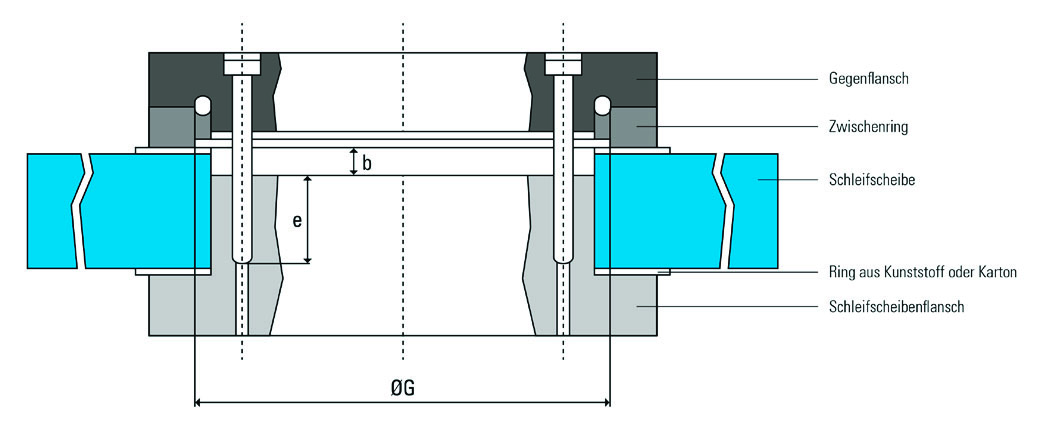
ねじ込み深さ(研削砥石フランジの
e ≥ 1.5 x ねじ部径)は標準値(FEPA)であるため、変更しないでください。
注意: 研削砥石は適切に締め付けられなければなりません(距離b)。 必要に応じて、研削砥石とカウンターフランジの間にディスタンスリングを取り付けなければなりません。 フランジとディスタンスリングは同じ直径(G)まで除去されなければなりません。そうでない場合、研削砥石が剪断される可能性があります。
研削砥石のバランス取り
異なる研削砥石種類のバランス取りは全く同様に実施されます。 2つのバランス取り方法があります。 静的および動的なバランス取り。
静的なバランス取り(機械外部)
研削砥石の静的なバランス取りは、機械にバランス装置がない場合に実施されます。 このような状況では、機外でバランス台を使用してバランス取りします。 バランス取り工程は、研削砥石を停止した状態で実施されます。
バランス台
バランス台を水平調整するには水準器を使用しなければならず、研削砥石は乾燥していなければなりません。 また、バランス心軸、台座、接触面は清潔でなければなりません。 さらに、バランス台は安定している土台上に(防振ゴムを置かない状態で)設置されなければなりません。
手順
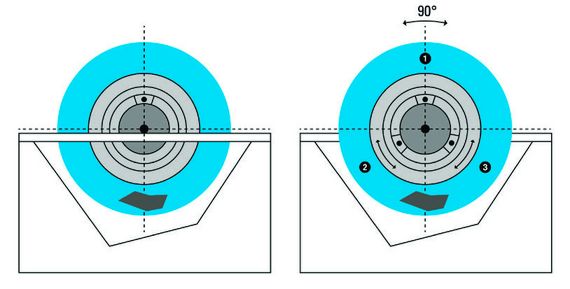
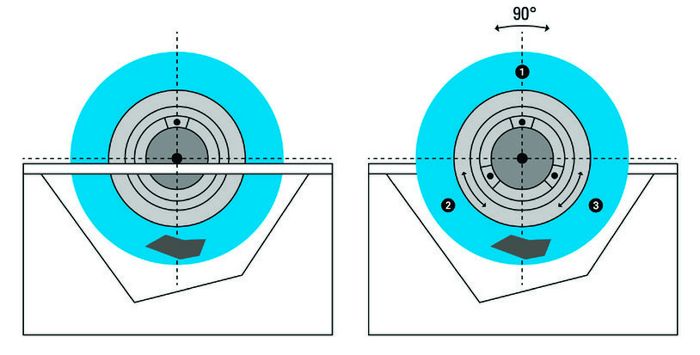
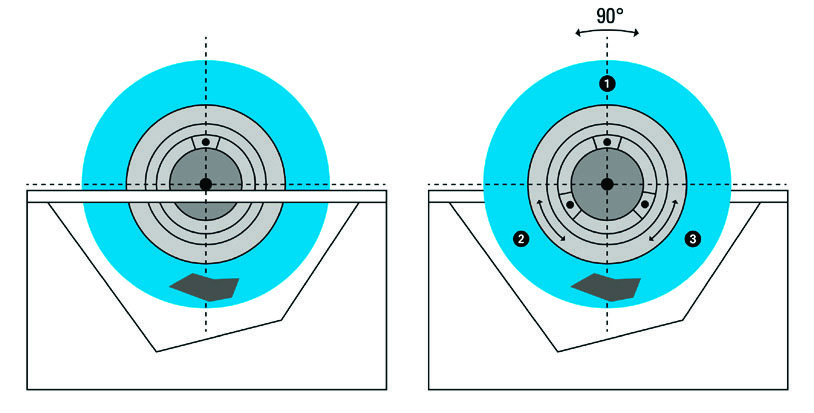
- 全てのバランス駒を取り外します。
- バランス台に研削砥石を置いて安定させます。
- 砥石の最も重い点は最下部にあります。 バランス駒の1番は、砥石の最も重い点に取り付けられ、移動しません。
- 約120°で対称的に2つの他の駒の2番と3番を配置します。
- これで、研削砥石は90°回転して停止します。 駒の1番が下方に引っ張ると、2つの他の駒が1番から左右対称に離れます。 反対側の場合、2つの他の駒が1番に向かって移動します。
長所
- 高い費用対効果
短所
- バランス取りのために機械から研削砥石を取り外さなければならない
- この方法は動的なバランス取りよりも精度が低い
動的なバランス取り(機械内部)
動的なバランス取りは、機械内部で回転する研削砥石を使用して実施されます。 動的なバランス取りの2つの変種を以下に説明します。
手動バランス取り (事前のバランス取り)
機械内部に恒久的に取り付けられるか、または制御装置経由で操作、外部装置として使用可能な装置が必要です。
- 研削砥石は、機械内部に取り付けられます。 事前の静的なバランス取りは不要です。
- 中立位置(例:0°と180°)のフランジに2つのバランス駒を手動で取り付けます。
- アンバランスと位相を検出するために、砥石が作動している状態で最初の測定サイクルが開始されます。
- その後、駒の1つが定義された角度(例:30°)によって調整され、2回目の測定が開始されます。
- これらの2つの測定に基づいて、装置はバランス駒を取り付けなければならない場所を判断します。
長所
- 迅速で正確な方法
- 高い費用対効果
- 機械から研削砥石を取り外さずにいつでもバランス取りが可能
- 1台の装置を搭載した1台の機械で最大4個の研削砥石のバランス取りが可能
- 2平面バランス取り(1つのスピンドル上の2つの砥石用)が可能
- 摩耗部品無し
短所
- バランス駒は手動で配置しなければならない
自動バランス取り
バランスヘッドとバランス装置が必要です。両方とも機械内部に恒久的に取り付けられています。
- バランスヘッドは、研削スピンドルの研削砥石背面に組み込まれています。
- バランス取りの手順(バランス点検、必要な場合のバランス取り)は、機械制御装置経由で開始されます。
- 装置はバランス取りを判断し、バランスヘッドを制御します。
- バランスヘッドは、モーターを使用して指定位置に駒を移動します。
利点
- 手動調整が不要
- 研削砥石のスイッチが入れられると、バランス点検が自動的に開始されます。 バランス取りは、必要な場合にのみ実施されます
- 研削砥石のバランスが自動的に定期点検され、必要に応じて再度バランス取りされます
短所
- 費用のかかる方法
- バランスヘッドは、1つのスピンドルに2つの研削砥石が取り付けられている場合、機能しません
- 2平面バランス取りが不可能
- バランス取りサイクルには時間がかかります(バランス取り工程は試行錯誤の手順で、希望するバランス取り品質が達成されるまで実施されます)
- 例えば、事前のバランス取りよりも干渉の影響を受けやすい(外部振動に影響される)
- バランスヘッドは摩耗する可能性があり、オーバーホールまたは交換が必要になる場合がある
ご関心ありますか?
砥石の取り付けとバランス取りに関する詳細の確認をご希望ですか? UNITED GRINDINGのエンジニアが喜んでお客様を支援します!