






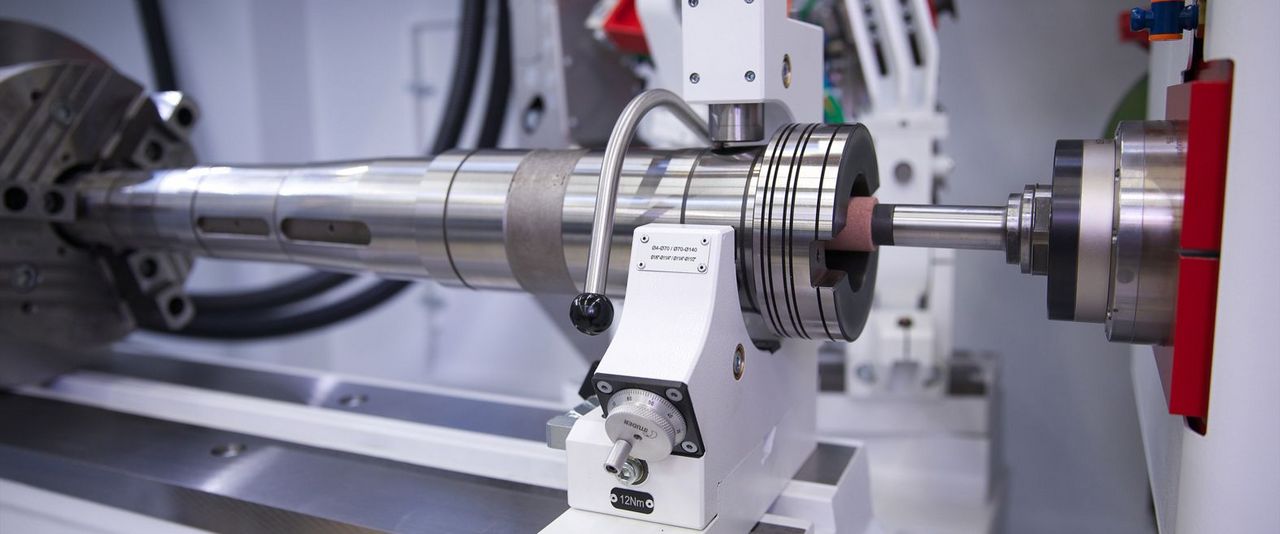


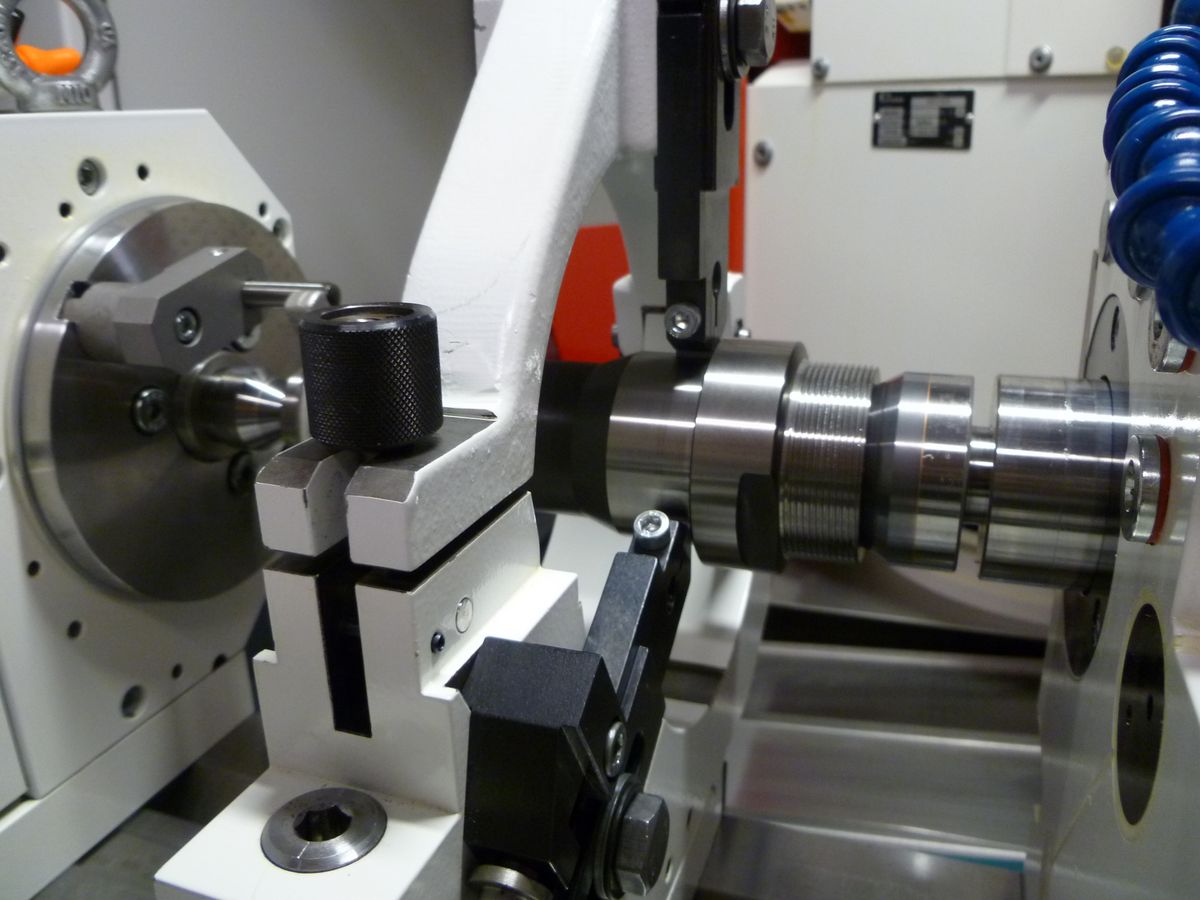
内面の円筒研削では、閉じた状態の3点式ワークレストが長いワークの保持に使用され、片側はワークヘッドのセンタによって保持されます。
ワークレストの微調整を行うことで、ジョーを調整することなく、円筒度とテーパーの誤差を修正することができます。
「紐のトリック」
「紐のトリック」は、センタと振れ止めでクランプされたパーツを駆動しつつ同時にセンタ側に引き戻す方法です。このバリエーションは、主に小型から中型のパーツを対象とします。
手順


まず、センタ間のワークを研削する必要があります。その際、後で正確な形状および位置の公差を実現できるよう、振れ止めの調整量をできるだけ小さく設定する必要があります。
外面の研削作業が完了したら、振れ止めを希望の位置に配置します。
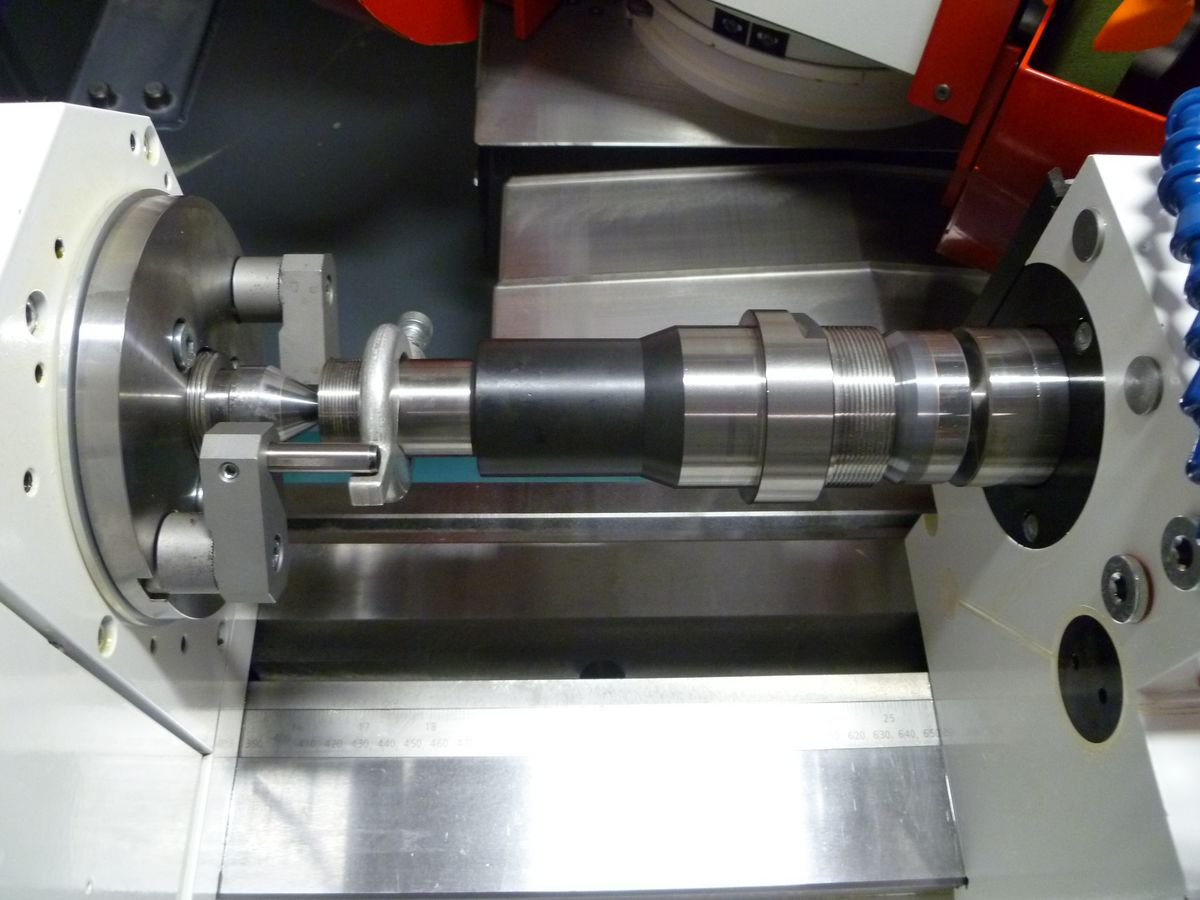
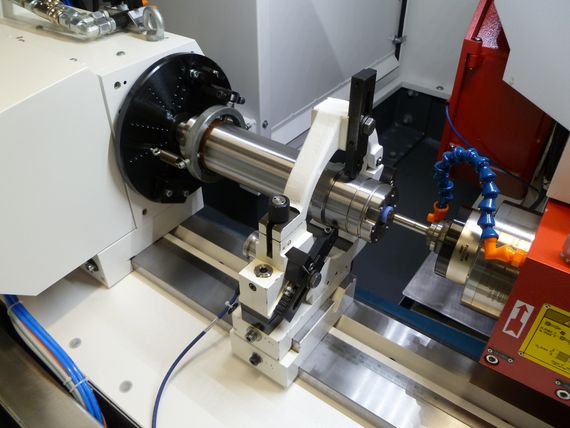
ワークを再びセンター間でクランプします。次に、両方の下側のジョーを研削した面に当て固定振れ止め径を慎重に合わせ、締め付けます。
上側のジョーは、ブラケットが完全に閉じないようにして、スプリング式のローレットネジで軽く圧力がかかるように調整します。
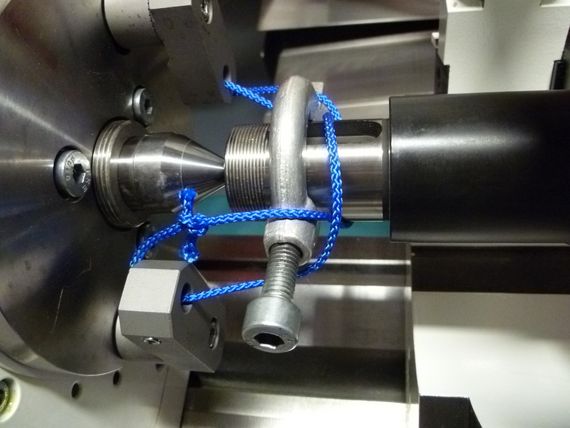
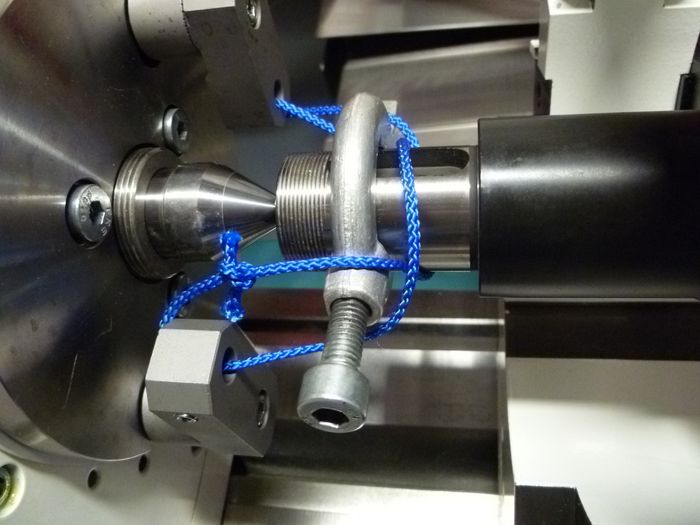
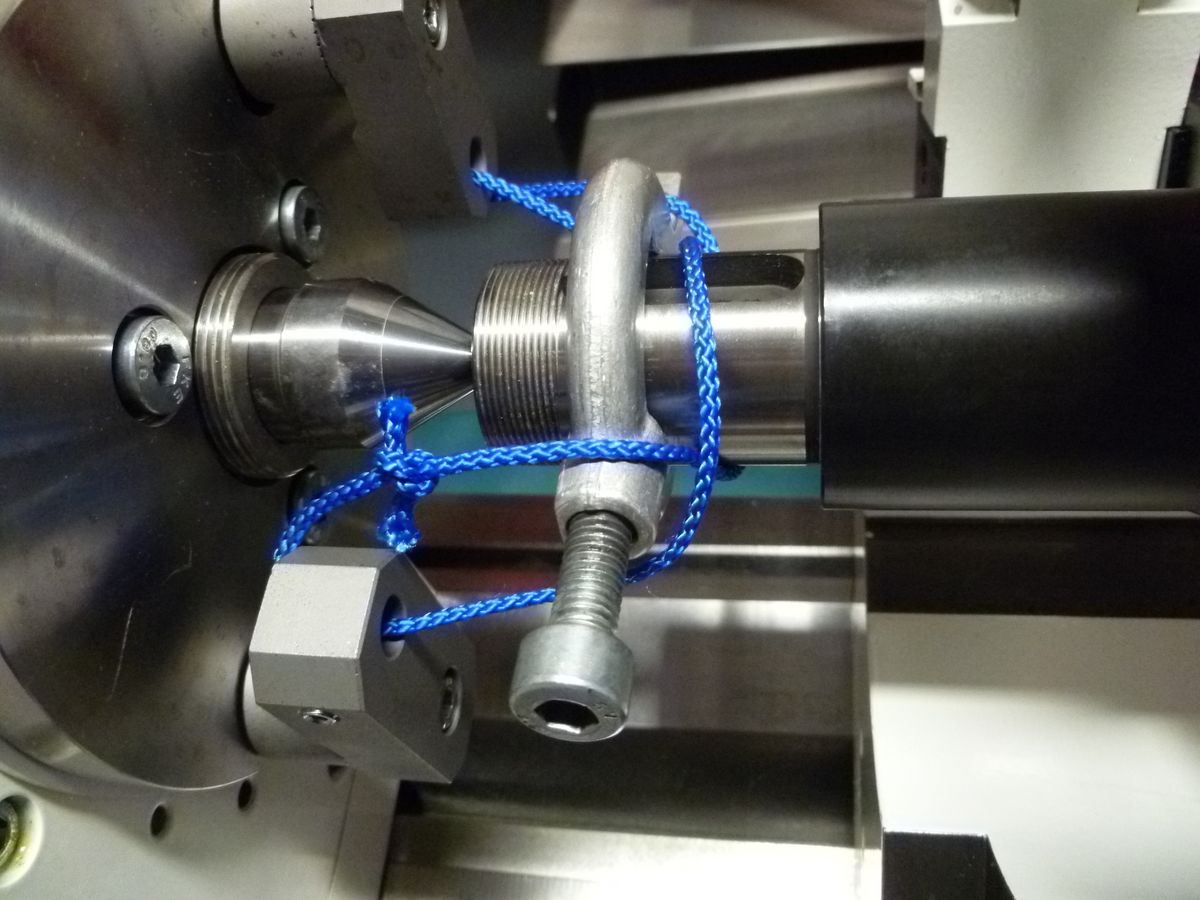
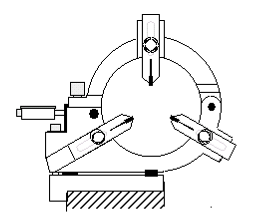
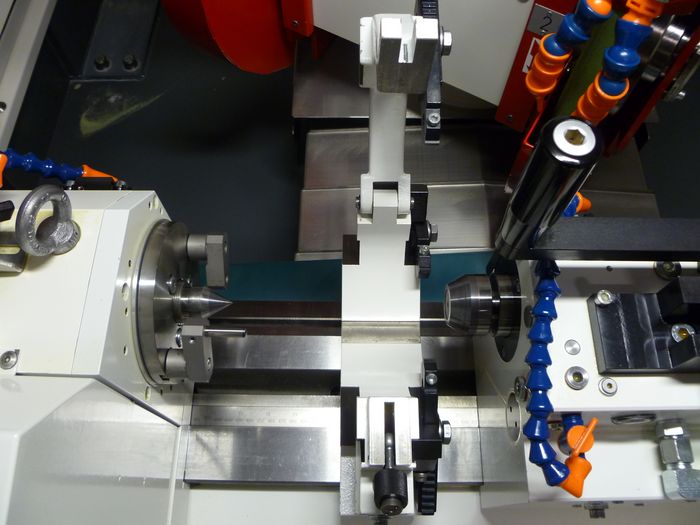
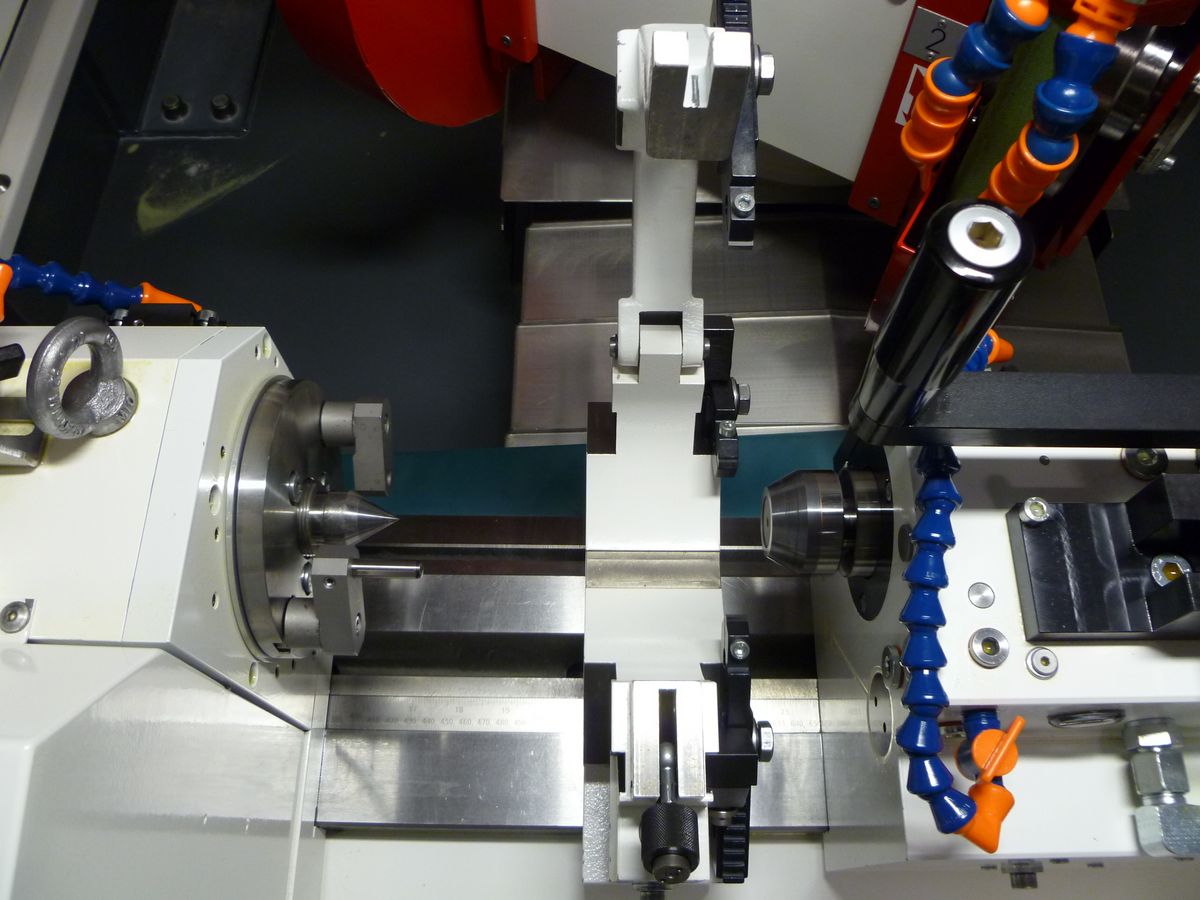
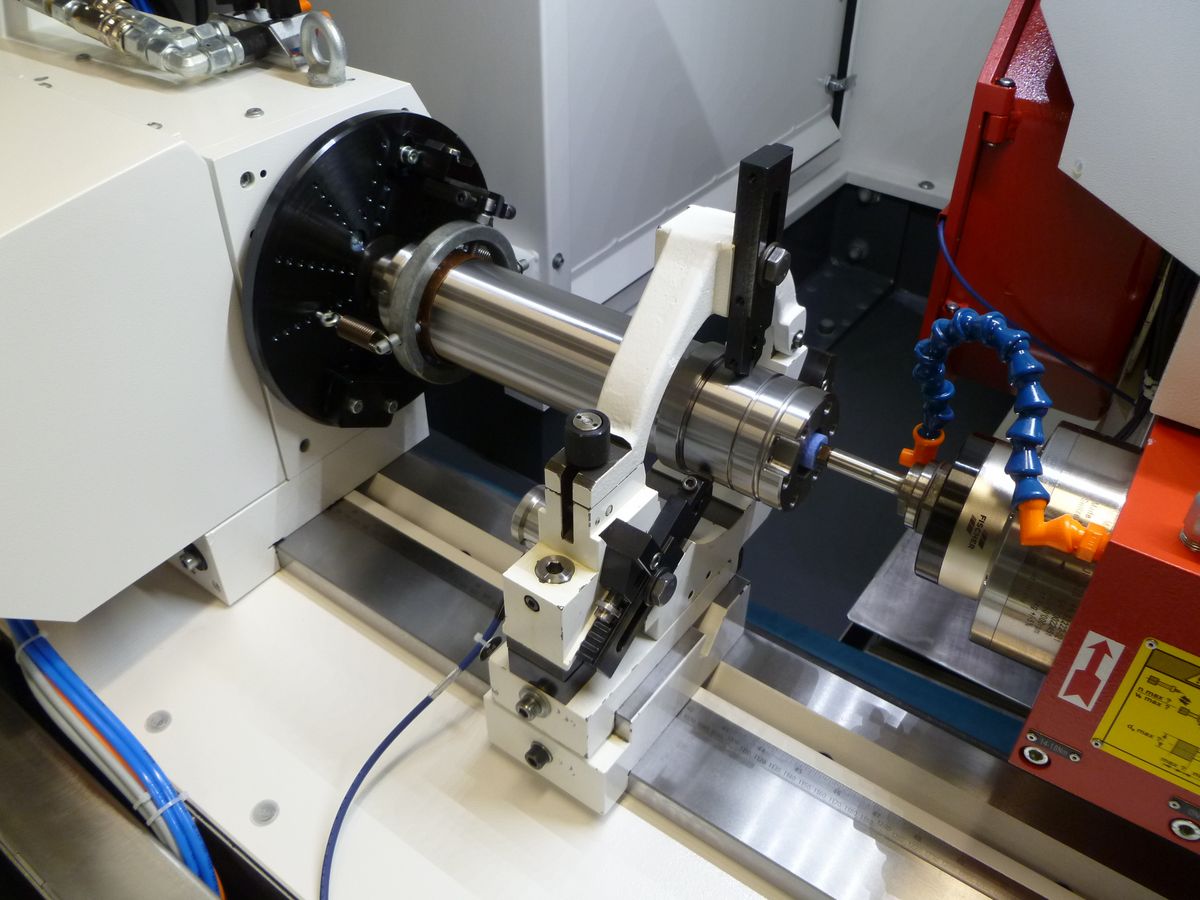
次に、図のように1本の紐を使用し、対角線に通します。紐を緩めずにワークピースを取り外し、後で再度クランプできるよう、全体を引っ張りすぎないようにしてください。
回転することで、パーツがセンタに押し付けられます。
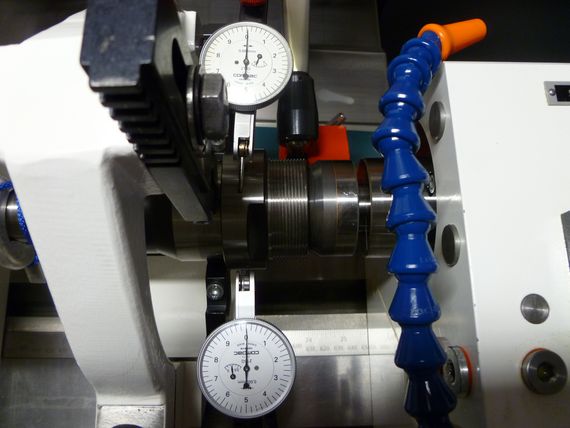
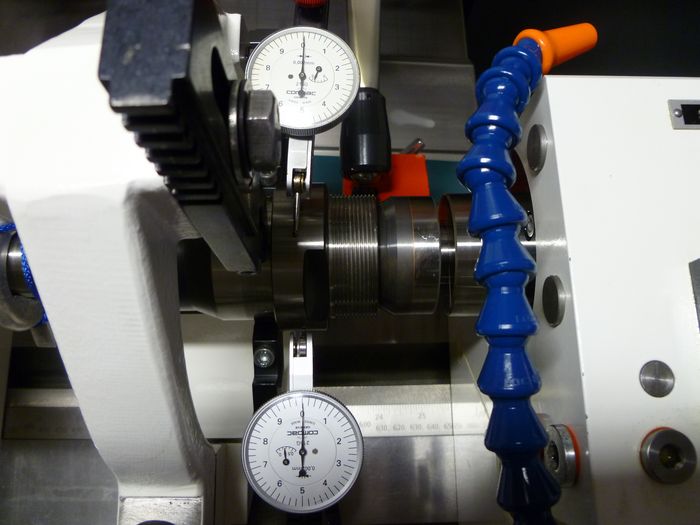
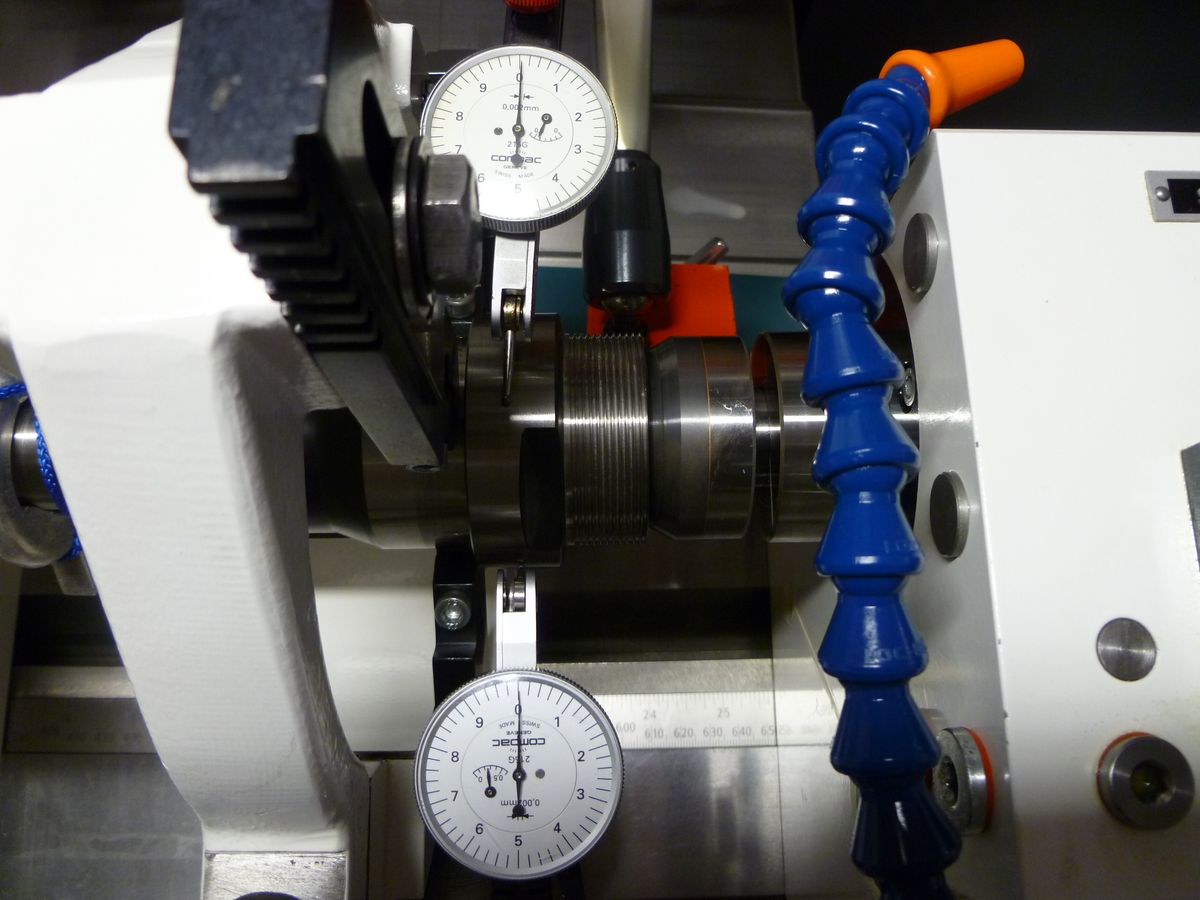
ワークが正しく位置決めされていることを確認するためは、上部と側面にそれぞれダイヤルゲージを当て確認する必要があります。その際、心押台のセンタはまだ当たった状態です。
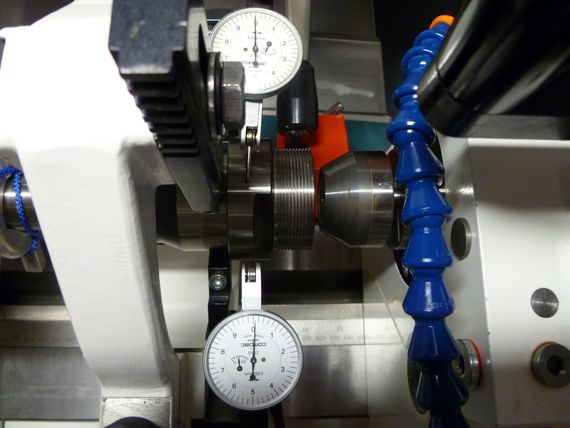
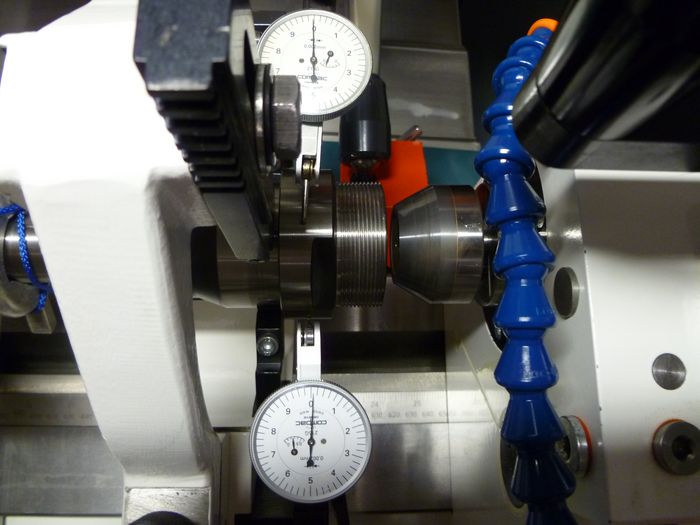
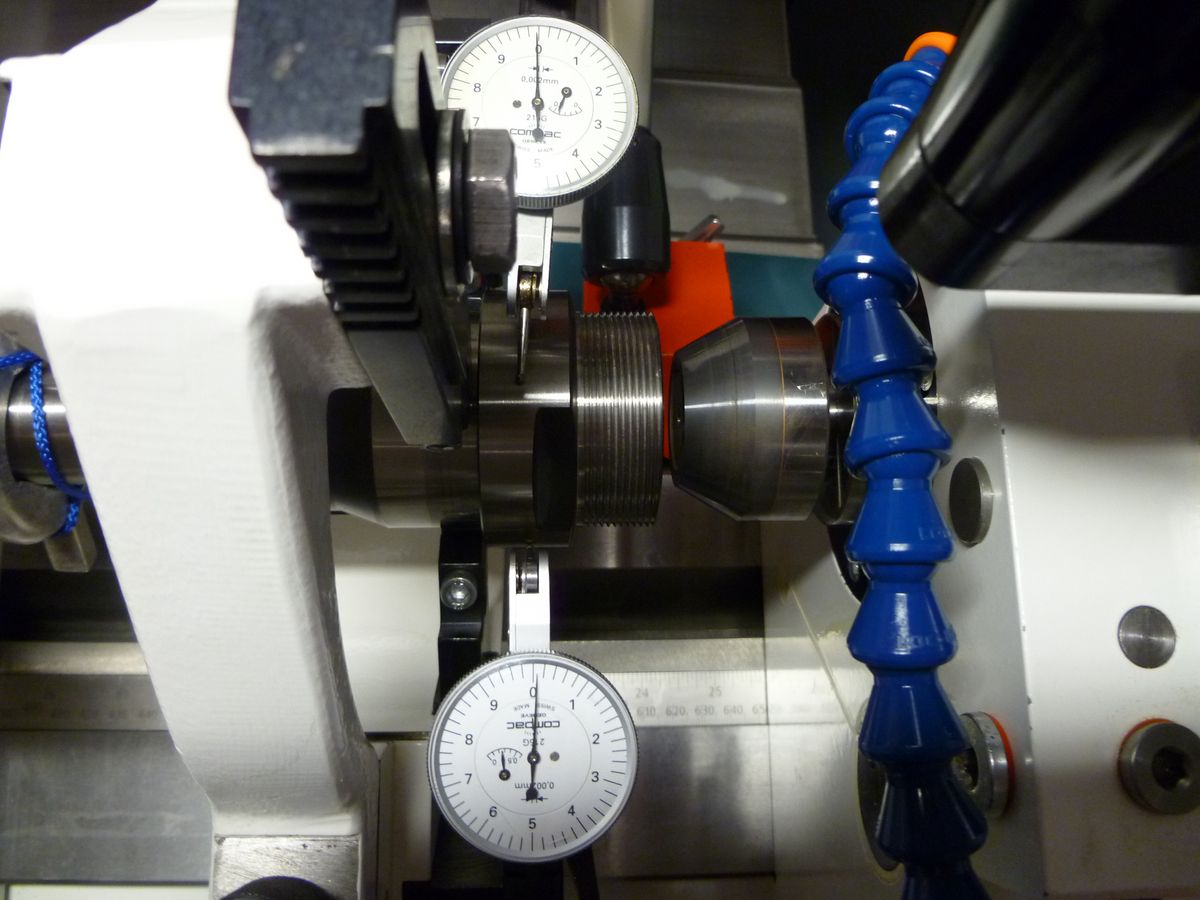
これで、心押台のセンタを取り外すことができます。ダイヤルゲージが動かない場合、振れ止めは正しく設定されており、研削の準備ができています。



ここで、心押台を取り外し、機械を内面研削できる状態にします。
備考:可能であれば、振れ止め箇所に十分なクーラントを供給するか、少なくとも低粘度のオイルを滴下してください。
常に小さな振れ止めの跡が残ります。しかし、これはほとんど測定できず、問題となっても外観に関するものです。この跡が許容されない場合は、振れ止め部分を予め研削し、内面研削後に、再び両センタでワークを保持し仕上げ研削する必要があります。
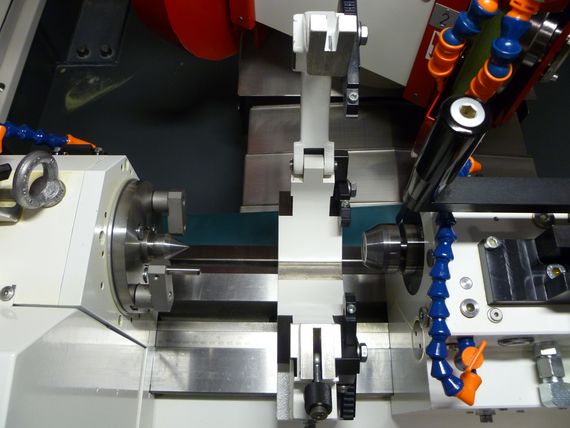
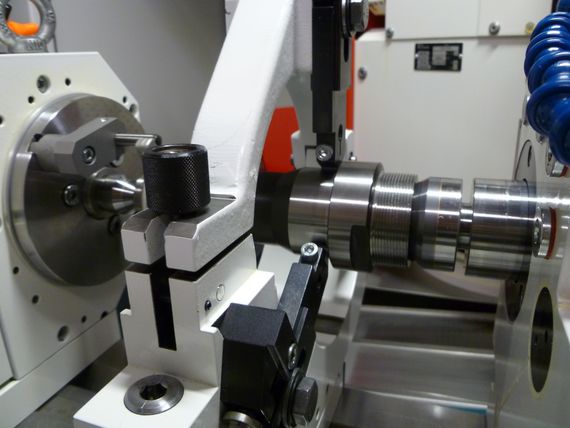
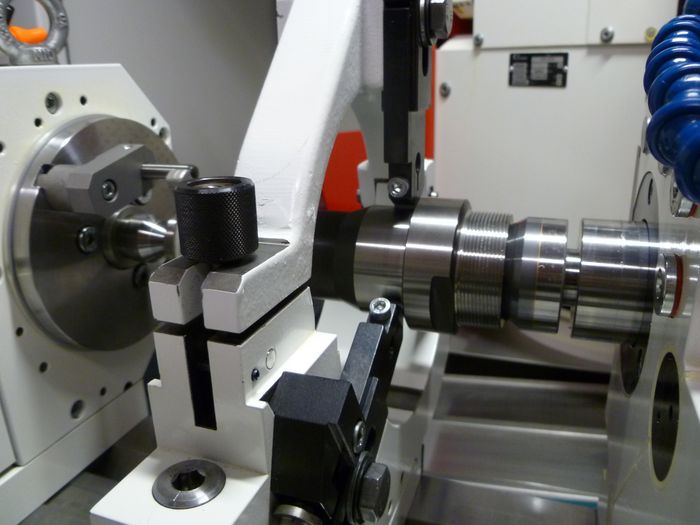
ワークヘッドのセンタ周りのスペースを使用できない場合や、ワークが重い場合には、引張バネまたは圧縮バネのバリエーションが使用されます。この場合、スプリングの横に追加のケレが必要になります。
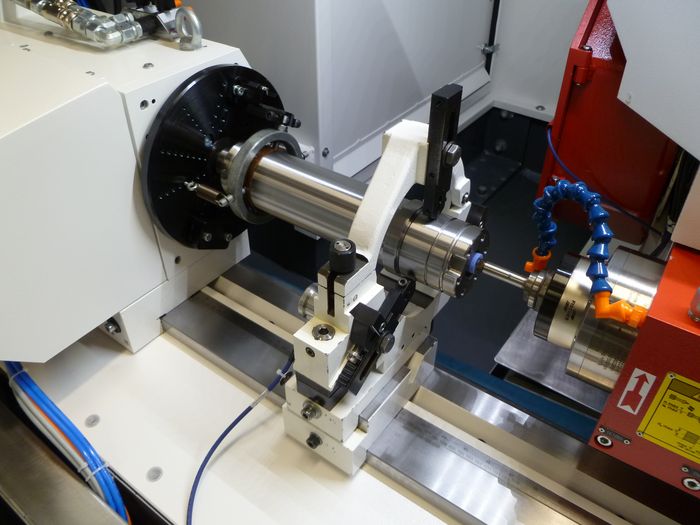
引張バネバージョンでクランプされたワーク。



圧縮バネを使用すると、センタにかかる引き戻し力を大きくすることができます。
ご質問がありますか?
詳細は、までお問い合わせください。喜んでアドバイスさせていただきます。