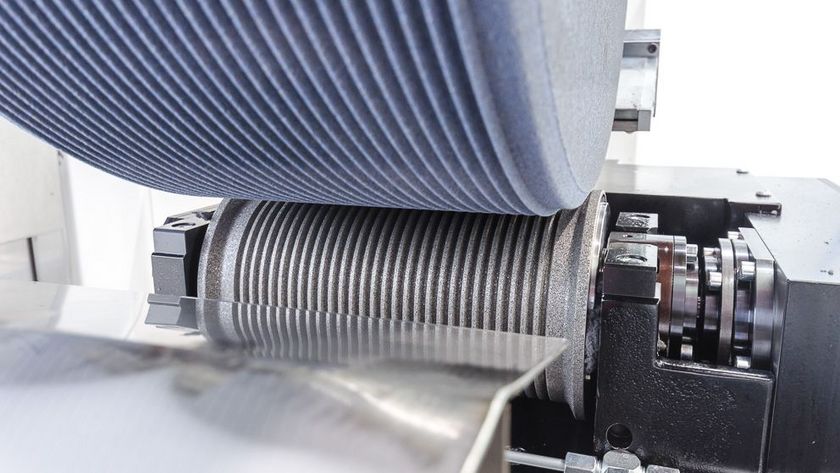
現在では、量産研削にロータリーダイヤモンドドレッサがよく使用されています。固定式ドレッサに比べ、ロータリードレッサは砥石と接触するダイヤモンド砥粒の数が多いため、ドレッシングの安定性が高くなります。
切削工具のユーザーは、切削工具の管理に積極的なアプローチを取ります。社内で工具を再研磨することで、コストを削減し、工具の可用性を向上させることができることを学びました。
加工時間は、かつてCNCフライス盤またはCNC研削盤にとって最も重要な要素と見なされていました。 現在の加工技術は、機械加工の品質と柔軟性の改善も期待しています。
45,000時間稼働。 これは、研削盤を15年間使用できるよりも長い期間です。 これ程の機能を持つものは摩耗し、それは形状と精度において目に見えるようになります。 マシンに持続可能なオーバーホールを実施するための時期。
巨大なタービンブレード、広範なヒューズパネル、堅牢な着陸装置コンポーネント。 多くの工場で、航空宇宙産業向けの大型部品の製造に重点を置いています。 しかし、本当の課題は小型部品の製造にあります。
航空宇宙メーカーは、自動車メーカーと同様に軽量化と燃料効率の向上を目指して、自社製品に新しい軽量材料を組み込んでいます。
クリープフィード研削において、従来のトラバース研削に比べてより高い切断力は、研削盤の静的および動的な剛性とより高い駆動性能を必要とします。
極限の精度、剛性、振動減衰、温度安定性。 航空宇宙産業用ワークを製造する円筒研削盤は、このような能力を備えている必要があります。 これは、ある部品から次の部品への繰り返し精度を保証する唯一の方法です。
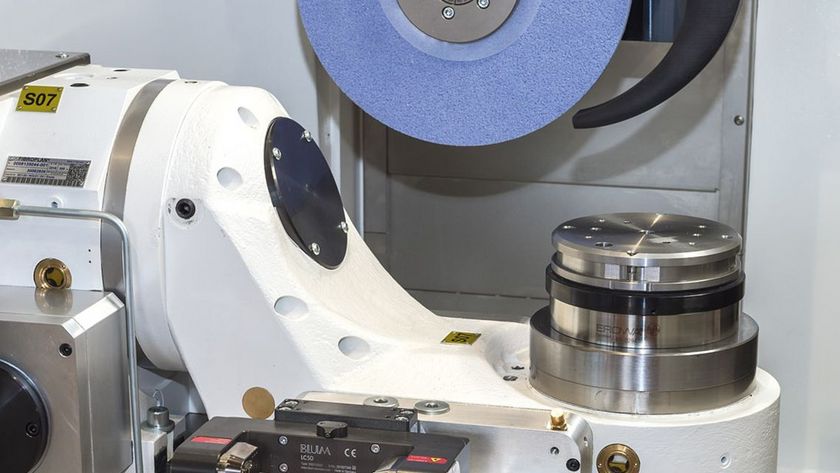
品質保証手段としての測定は、研削プロセスで極めて重要な要素です。 測定技術を生産プロセスに統合することは基本的な作業です。 UNITED GRINDINGが研削向けに特定の測定ソリューションの開発と製造に投資する理由はそこにあります。
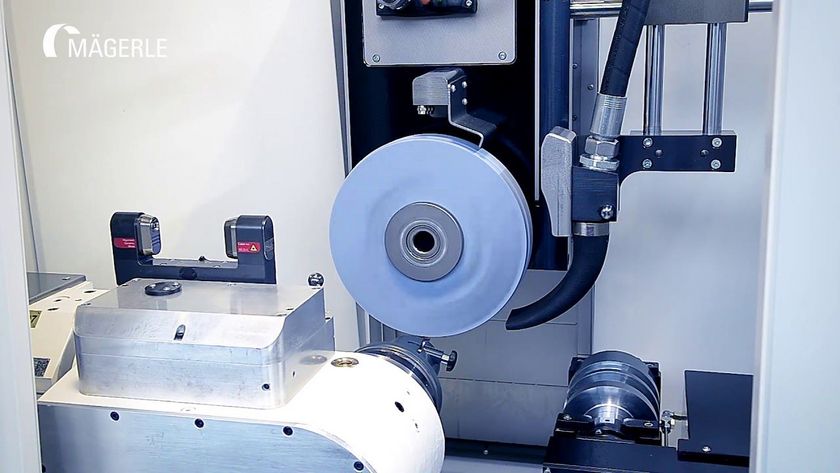
それは経験豊富なユーザーにも時々発生します。円筒研削盤で製造された部品表面は均一でなく、絹のような光沢仕上げはされていません。 外径円筒研削時に発生する可能性のある典型的なエラーとその解消方法を説明します。